


三菱電機製シーケンサFXシリーズにおける「時計データ読出し」命令とは、シーケンサ内部にある現在の西暦・月・日・時・分・秒・曜日を数値として読出すラダープログラム命令です。
時計データ読出し命令を用いることにより、現在の時刻をデータレジスタ等のワードデバイスに格納してモニタすることができます。
この記事では、三菱電機製シーケンサFXシリーズにおける時計データ読出し命令の指令方法とラダープログラム例について解説します。
三菱電機製シーケンサFXシリーズにおいて、時計データ読出し命令は以下のシーケンサ・バージョンで使用することが可能です。
| FX3S | :Ver1.00以降 |
| FX3G | :Ver1.00以降 |
| FX3GC | :Ver1.40以降 |
| FX3U | :Ver2.20以降 |
| FX3UC | :Ver1.00以降 |
目次
1. 時計データ読出し命令の指令方法
時計データ読出し命令には、2種類の指令方法があります。
| TRD | :連続実行形 |
| TRDP | :パルス実行形 |
TRDとは、Time readの略です。
パルス実行形は、入力条件がONしたときの1スキャンのみ実行される命令です。
TRD:連続実行形(基本の形)
連続実行形の時計データ読出し命令は”TRD”と指令します。
こちらがTRD命令を使用したラダープログラム例です。

このラダープログラムは、入力条件であるX0がONしている間、下記データレジスタに各時計データを転送します。
| D0 | :年(西暦) |
| D1 | :月 |
| D2 | :日 |
| D3 | :時 |
| D4 | :分 |
| D5 | :秒 |
| D6 | :曜日 |
↑ラダープログラムでX0をONしたとき、データレジスタの値は下記のようになります。※2019/4/12(金) 21:04に指令
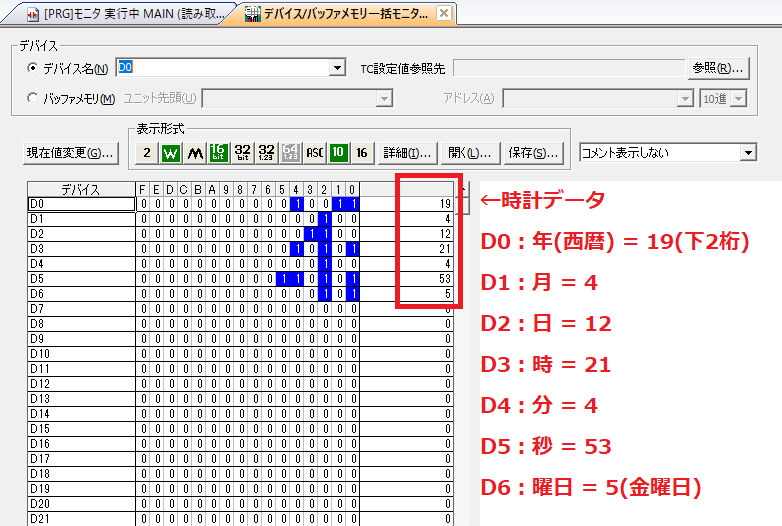
年(西暦)は下2桁が転送されます。例)2025年であれば25
曜日は日曜日”0″~土曜日”6″が転送されます。例)水曜日であれば3
TRDP:パルス実行形
パルス実行形の時計データ読出し命令は”TRDP”と指令します。
こちらがTRDP命令を使用したラダープログラム例です。

連続実行形(TRD)命令との違いは、入力条件であるX0がOFF→ONになった瞬間に1回だけ時計データを読出すことです。
つまり、X0がONされ続けてもデータレジスタの値は更新されません。
2.【例題①】特定の曜日を判断する
下記仕様のラダープログラムを時計データ読出し命令を用いて解説します。
月曜日~土曜日にスイッチが押されてもランプは点灯しない。
常時ONする接点はM0を使用する。
時計データ読出し命令を用いて、シーケンサ内部から”曜日”の情報を読み出します。
ラダープログラム
ラダープログラムは以下のようになります。
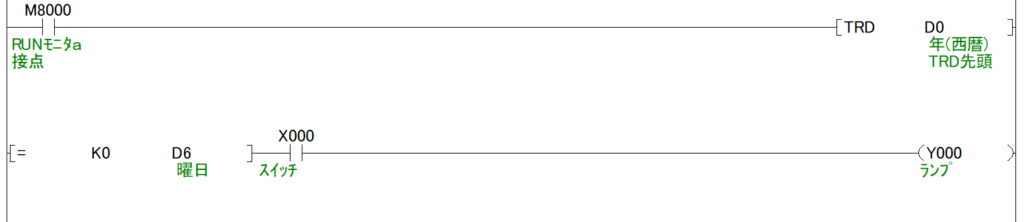
補助リレーM8000は、三菱電機製シーケンサFXシリーズにおける「RUN中は常にONする」特殊なデバイスです。
M8000を入力条件とするTRD命令でD0を先頭とする時計データを読み出します。”曜日”の情報はD6に格納され、日曜日の場合は”0”になります。
D6が”0”の場合に日曜日と判断するため、接点形比較命令(LD=)を使用します。
「D6のデバイス値が”0”」かつ「X0がON」の場合、出力リレーY0がONします。
接点形比較命令の使用方法については以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】接点形比較命令の指令方法とラダープログラム例
【三菱FXシリーズ】接点形比較命令の指令方法とラダープログラム例
3.【例題②】時計データを別のデバイスに転送する
下記仕様のラダープログラムを時計データ読出し命令を用いて解説します。
その際、D5(秒)のデータをD15にも転送する。
【例題①】と同様に時計データ読出し命令を用いてD0を先頭に時計データを読み出します。
ラダープログラム
ラダープログラムは以下のようになります。
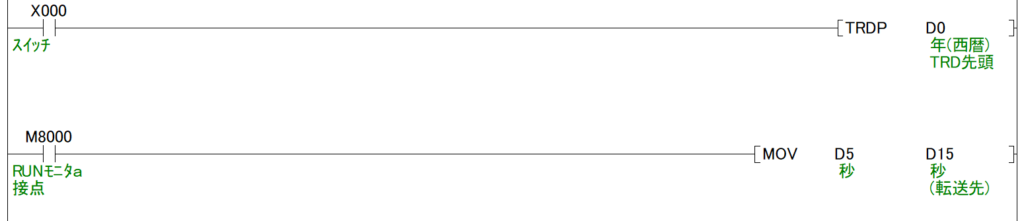
X0がONすると、TRDP命令によりD0~D6に各時刻データが転送されます。TRDP命令はパルス実行形のため、1スキャンしか実行されません。X0がONし続けたとしてもD0~D6にはX0がONした瞬間のデータが保持されます。
M8000を入力条件とする転送(MOV)命令によりD5の値をD15に転送します。
転送命令の使用方法については以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】転送(MOV)命令の指令方法とラダープログラム例
【三菱FXシリーズ】転送(MOV)命令の指令方法とラダープログラム例
4. おわりに
三菱電機製シーケンサFXシリーズにおける時計データ読出し命令について解説しました。
私はこの命令を「機械の状態をロギングする」場合に使用します。
電気ハード設計、PLC/タッチパネルソフト設計、ロボットティーチング、制御盤製作などの外注業務をご検討中の方は、ぜひ永工舎(エイコウシャ)にご相談ください。確かな技術と柔軟な対応で、現場の課題解決をサポートいたします。
当サイト「電気設計人.com」は個人事業主として永工舎を運営する永井が執筆しています。電気設計・制御設計に関する業務依頼やお見積もりも承っておりますので、お気軽にお問い合わせください。
シーケンス制御やラダープログラムの基礎から実務レベルまで、体系的に学べる良書をいくつか紹介します。どれも私自身が現場で役立ったと感じた参考書で、自信をもっておすすめできる内容です。

