三菱電機製シーケンサQシリーズにおける「乗算」命令とは、2ヶの定数またはデバイス値を乗算して結果を求めるラダープログラム命令です。(A×B=C)
この記事では、三菱電機製シーケンサQシリーズにおける乗算命令の指令方法とラダープログラム例について解説します。
三菱電機製シーケンサQシリーズにおいて、乗算命令は以下のCPUで使用することが可能です。
| Basic | :ベーシックモデルQCPU |
| High performance | :ハイパフォーマンスモデルQCPU |
| Process | :プロセスCPU |
| Redundant | :二重化CPU |
| Universal | :ユニバーサルモデルQCPU |
| LCPU | :LCPU |
※MELSEC-Lシリーズも含まれていますがご了承ください。
三菱電機製シーケンサFXシリーズにおける乗算命令は以下のページで解説しております。※Qシリーズとは命令方法が異なります。
 【三菱FXシリーズ】乗算(MUL)命令の指令方法とラダープログラム例
【三菱FXシリーズ】乗算(MUL)命令の指令方法とラダープログラム例
Qシリーズにおける他の四則演算(加算・減算・除算)については以下のページで解説しております。
 【三菱Qシリーズ】加算(+)命令の指令方法とラダープログラム例
【三菱Qシリーズ】加算(+)命令の指令方法とラダープログラム例
 【三菱Qシリーズ】減算(-)命令の指令方法とラダープログラム例
【三菱Qシリーズ】減算(-)命令の指令方法とラダープログラム例
 【三菱Qシリーズ】除算(/)命令の指令方法とラダープログラム例
【三菱Qシリーズ】除算(/)命令の指令方法とラダープログラム例
目次
1. 乗算命令の指令方法
乗算命令には、4種類の指令方法があります。
| * | :16ビット連続実行形 |
| *P | :16ビットパルス実行形 |
| D* | :32ビット連続実行形 |
| D*P | :32ビットパルス実行形 |
パルス実行形は、入力条件がONしたときの1スキャンのみ実行される命令です。
*:16ビット連続実行形(基本の形)
16ビット連続実行形の乗算命令は * と指令します。
こちらが*命令を使用したラダープログラム例です。

このラダープログラムは、入力条件であるX0がONしている間、データレジスタD0とD1を掛けた結果をD2,D3に格納するものです。加算・減算命令と異なり、16ビット実行形の演算先は2ワード(32ビット)を占有します。
[* D0 D1 D2]の動作は以下のようになります。

*命令は連続実行形であるため、X0がON中にD0またはD1の値が変わるとD2,D3の値も追従して変わります。
先ほどのラダープログラムはGX Works2の回路上で * D0 D1 D2 と入力してEnterキーを押すと挿入されます。(小文字でもOKです。)
*P:16ビットパルス実行形
16ビットパルス実行形の乗算命令は *P と指令します。
こちらが*P命令を使用したラダープログラム例です。

連続実行形(*命令)との違いは、入力条件である入力リレーX0がON中にD0またはD1の値が変わってもD2,D3の値は追従して変化しないことです。
D*・D*P:32ビット実行形
32ビット連続実行形の乗算命令は D* と指令します。
32ビットパルス実行形の乗算命令は D*P と指令します。
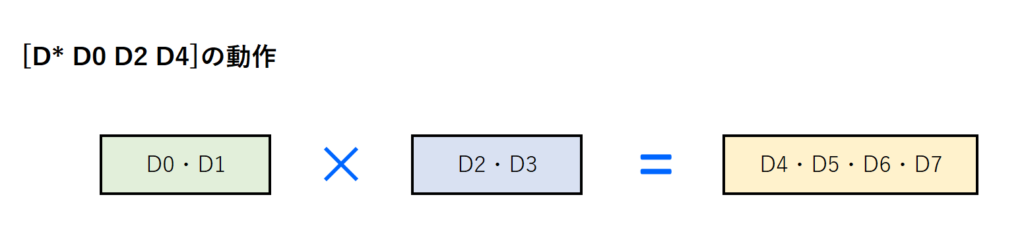
こちらがD*・D*P命令を使用したラダープログラム例です。


32ビット実行形の場合、演算元のデバイスは指定されたデバイスを若番とする2ワード(32ビット)長として扱われます。演算先は指定されたデバイスを最若番とする4ワード(64ビット)長として扱われます。
↑のラダープログラムの場合、D0・D1とD2・D3を掛けた結果をD4~D7に格納します。
2.【例題①】1ワード長の乗算値を求める
下記仕様のラダープログラムを乗算命令を用いて解説します。
スイッチ(X1)を押すと、データレジスタD1に定数9を転送する。
スイッチ(X2)を押すと、データレジスタD2・D3にD0とD1を掛けた結果を転送する。
スイッチ(X7)を押すと、データレジスタD0とD1に定数0を転送する。
※スイッチが同時に複数ONすることはないとする。
データレジスタに定数を転送するため、今回は転送(MOV)命令を使用します。転送(MOV)命令については以下のページで解説しておりますので、宜しければご覧ください。
 【三菱Qシリーズ】転送(MOV)命令の指令方法とラダープログラム例
【三菱Qシリーズ】転送(MOV)命令の指令方法とラダープログラム例
タイムチャート
タイムチャートは以下のようになります。
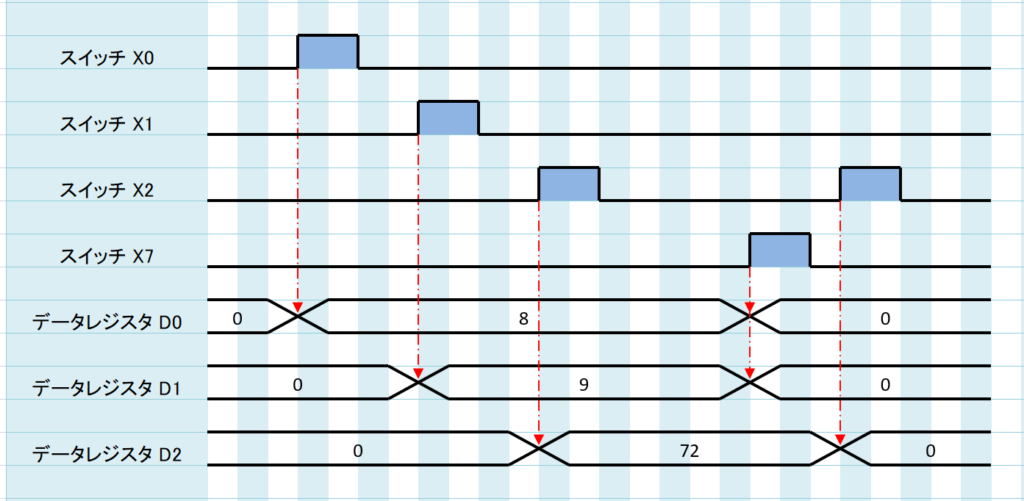
入力リレーX0がONすると、データレジスタD0に定数8を転送します。入力リレーX1がONすると、データレジスタD1に定数9を転送します。
入力リレーX2がONすると、データレジスタD0とD1を掛けた結果をD2・D3に転送します。
入力リレーX7がONすると、データレジスタD0とD1に定数0を転送します。(リセット的な意味)
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
スイッチ(X0)を押すとデータレジスタD0に定数8を、スイッチ(X1)を押すとデータレジスタD1に定数9を転送します。
スイッチ(X2)を押すとデータレジスタD2・D3にD0とD1を掛けた結果を転送します。
スイッチ(X7)を押すと、データレジスタD0とD1に定数0を転送します。
ラダープログラム
ラダープログラムは以下のようになります。
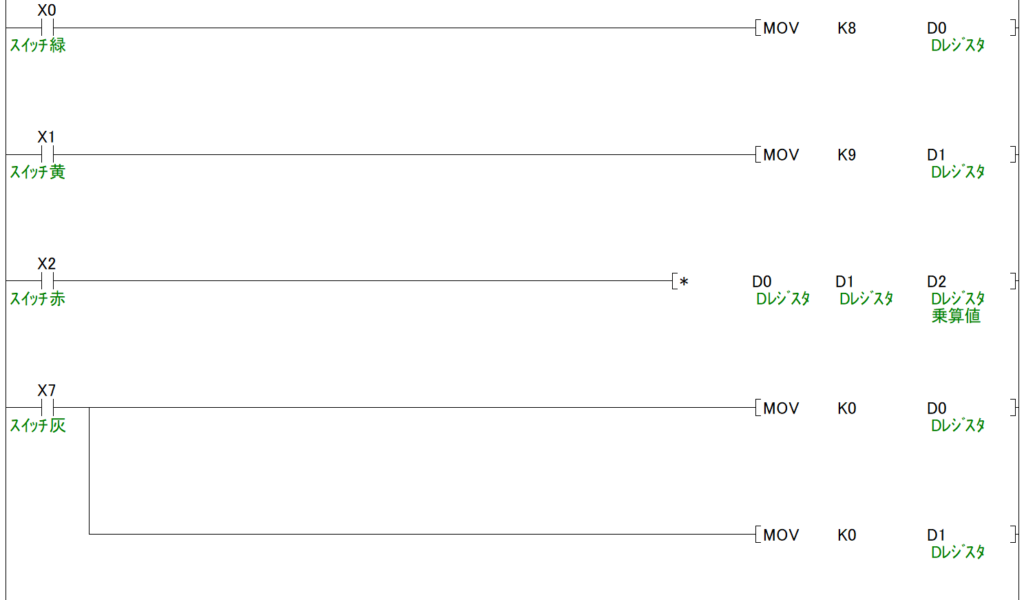
D0に定数8、D1に定数9を転送するために転送(MOV)命令を使用します。
X2がONすると、乗算(*)命令が実行されてD0とD1を掛けた結果をD2・D3に転送します。
X7がONすると、D0とD1に定数0を転送しています。D0とD1で分けましたが、32ビット実行形(DMOV)でまとめても問題ありません。
D2・D3を”0”にするためには、D0とD1が”0”の状態でX2をONさせる(乗算させる)必要があります。
3.【例題②】2ワード長の乗算値を求める
下記仕様のラダープログラムを乗算命令を用いて解説します。
スイッチ(X1)を押すと、データレジスタD2,D3に定数98,765を転送する。
スイッチ(X2)を押すと、データレジスタD4~D7にD0,D1とD2,D3を掛けた結果を転送する。
スイッチ(X7)を押すと、データレジスタD0~D3に定数0を転送する。
※スイッチが同時に複数ONすることはないとする。
【例題①】と考え方は同じですが、扱う定数の値が大きいのでデータレジスタは2ワード(32ビット)長で使用します。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
扱う数値が大きいためデータレジスタは32ビットとして扱いますが、動作としては【例題①】と同様です。
ラダープログラム
ラダープログラムは以下のようになります。
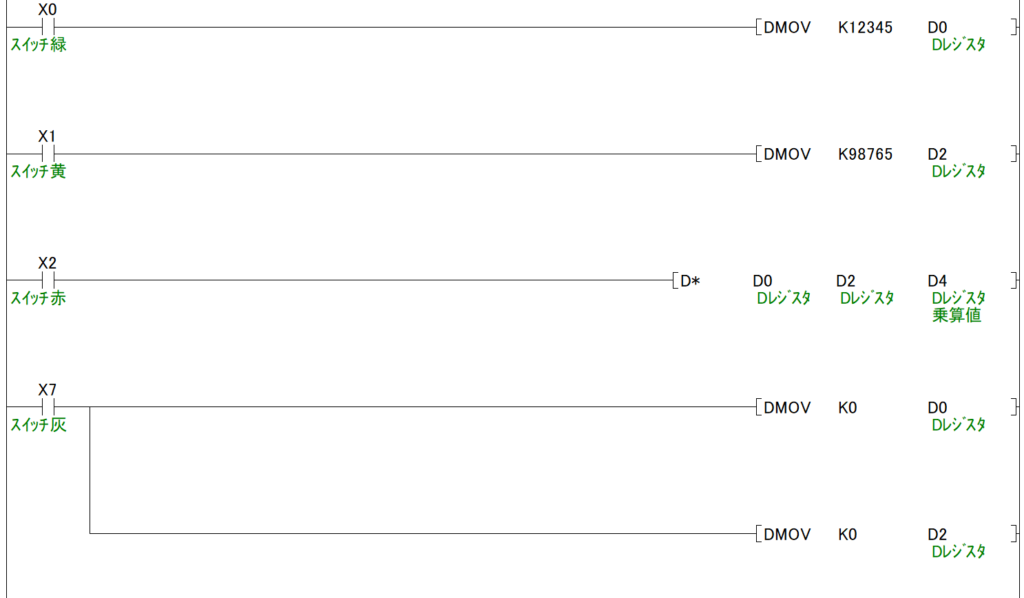
32ビット実行形を使用するために、D*命令を使用します。
転送命令も同様に32ビット実行形であるDMOV命令を使用する必要があります。
三菱電機製シーケンサQシリーズでは、32ビット実行形の命令のほとんどが頭文字に”D”が付きます。(すべてかもしれません。)
X7でDMOV命令を2ヶ使用しましたが、多点転送(FMOV)命令という便利な命令も存在します。この命令を用いることで、1ヶの命令でまとめて定数を転送することができます。
4. おわりに
三菱電機製シーケンサQシリーズにおける乗算命令について解説しました。
繰り返しになりますが、演算先は16ビット実行形では2ワード(32ビット)、32ビット形では4ワード(64ビット)を占有しますので、使用デバイス番号の重複には注意してください。
電気ハード設計、PLC/タッチパネルソフト設計、ロボットティーチング、制御盤製作などの外注業務をご検討中の方は、ぜひ永工舎(エイコウシャ)にご相談ください。確かな技術と柔軟な対応で、現場の課題解決をサポートいたします。
当サイト「電気設計人.com」は個人事業主として永工舎を運営する永井が執筆しています。電気設計・制御設計に関する業務依頼やお見積もりも承っておりますので、お気軽にお問い合わせください。
シーケンス制御やラダープログラムの基礎から実務レベルまで、体系的に学べる良書をいくつか紹介します。どれも私自身が現場で役立ったと感じた参考書で、自信をもっておすすめできる内容です。