三菱電機製シーケンサFXシリーズにおける「パルス」命令とは立上りパルス(PLS)命令と立下りパルス(PLF)命令があります。
立上りパルス(PLS)命令とは、入力条件がOFF→ONしたときに1スキャンのみONするラダープログラム命令です。
対して、立下りパルス命令とは、入力条件がON→OFFしたときに1スキャンのみONするラダープログラム命令です。
立上りパルス命令では『デバイスがONした瞬間』、立下りパルス命令では『デバイスがOFFした瞬間』を検出することができます。
立下りパルス・立下りパルス命令は共に、ラダープログラム上に命令文を1行記述して、補助リレー等のビットデバイスを1点使用します。(少し手間です。)
『デバイスがONした瞬間』『デバイスがOFFした瞬間』は立上りパルス命令・立下りパルス命令を用いることなく、専用の接点を用いることで簡単に代替することができます。
この専用の接点は『立上りパルス接点』『立下りパルス接点』と呼ばれ、非常に便利で頻繁に使用します。(あくまで個人の意見です。)
この記事では、三菱電機製シーケンサFXシリーズにおける立上り・立下りパルス接点の指令方法とラダープログラム例について解説します。
三菱電機製シーケンサFXシリーズにおいて、立上りパルス・立下りパルス接点は以下のシーケンサ・バージョンで使用することが可能です。
| FX3S | :Ver1.00以降 |
| FX3G | :Ver1.00以降 |
| FX3GC | :Ver1.40以降 |
| FX3U | :Ver2.20以降 |
| FX3UC | :Ver1.00以降 |
三菱電機製シーケンサFXシリーズにおけるパルス(PLS・PLF)命令は以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】パルス(PLS・PLF)命令の指令方法とラダープログラム例
【三菱FXシリーズ】パルス(PLS・PLF)命令の指令方法とラダープログラム例
目次
1. 立上りパルス接点の指令方法
立上りパルス接点は、指定したデバイスがOFF→ONしたときに1スキャンだけONする特殊な接点で”LDP”と指令します。
こちらが立上りパルス接点(LDP)を使用したラダープログラム例です。

↓拡大
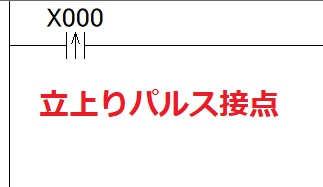
立上りパルス接点(LDP)は、上向きの矢印がa接点の中に入っている記号です。
このラダープログラムは、入力リレーX0がOFF→ONした後の1スキャンのみ補助リレーM0がONします。
つまり、X0がONしている時間に関わらず、X0の立上りパルス接点(LDP)は1スキャンしかONしません。
↑のラダープログラムのタイムチャートは以下のようになります。
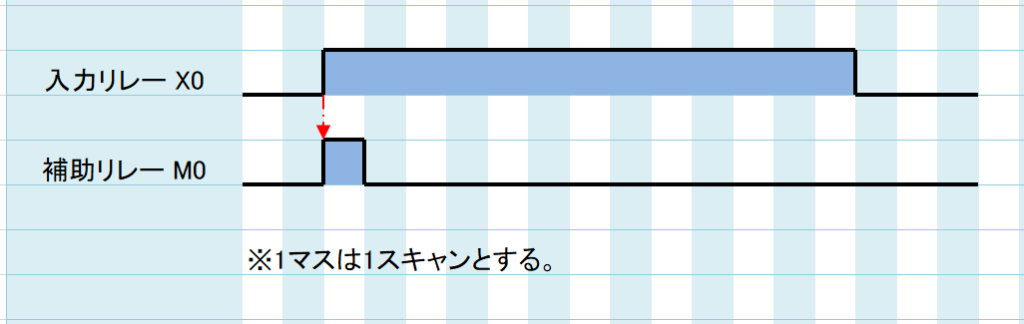
入力リレーX0がONしたときに補助リレーM0が1スキャンだけONします。
同じ動作をするラダープログラムを、立上りパルス(PLS)命令で記述すると以下のようになります。

このラダープログラムも、先ほどの立上りパルス接点(LDP)を用いたものと同じく、入力リレーのX0がOFF→ONした後の1スキャンのみ補助リレーM0がONします。
「スキャン」とは、シーケンサが一巡の処理を最初から最後まで一回実行することをいい、掛かる時間をスキャンタイムといいます。スキャンタイムは長くても数十ミリ秒になる場合が多いです。(プログラムの量や内容で大きく変わるので一概には言えませんが…)
つまり、立上りパルス接点(LDP)、立上りパルス(PLS)命令でONするデバイスはともに人間の感覚としては一瞬だけしかONしません。
三菱電機製シーケンサFXシリーズにおける補助リレー(M)はラダープログラム内で使用できる仮想のリレーです。補助リレー(M)については以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】補助リレー(M)の機能と動作例
【三菱FXシリーズ】補助リレー(M)の機能と動作例
先ほどのラダープログラムの立上りパルス接点(LDP)はGX Works2の回路上で LDP X0 と入力してEnterキーを押すと挿入されます。
2. 立下りパルス接点の指令方法
立下りパルス接点は、指定したデバイスがON→OFFしたときに1スキャンだけONする特殊な接点で”LDF”と指令します。
こちらが立下りパルス接点(LDF)を使用したラダープログラム例です。

↓拡大
立下りパルス接点(LDF)は、下向きの矢印がa接点の中に入っている記号です。
このラダープログラムは、入力リレーX0がON→OFFした後の1スキャンのみ補助リレーM0がONします。
↑のラダープログラムのタイムチャートは以下のようになります。
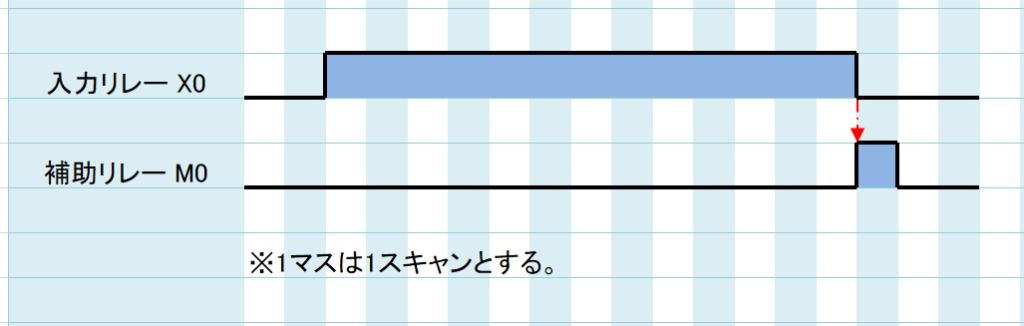
入力リレーX0がON→OFFしたときに補助リレーM0が1スキャンだけONします。
同じ動作をするラダープログラムを、立下りパルス(PLF)命令で記述すると以下のようになります。

このラダープログラムも、先ほどの立下りパルス接点(LDF)を用いたものと同じく、入力リレーのX0がON→OFFした後の1スキャンのみ補助リレーM0がONします。
先ほどのラダープログラムの立下りパルス接点(LDF)はGX Works2の回路上で LDF X0 と入力してEnterキーを押すと挿入されます。
3.【例題①】立上りパルス接点(LDP)
下記仕様のラダープログラムを立上りパルス接点(LDP)を用いて解説します。
スイッチを1秒以上押し続けても、ランプは1秒後に消灯する。
立上りパルス接点(LDP)とタイマ(T)を用いて、この仕様のラダープログラムを作成します。
三菱電機製シーケンサFXシリーズにおけるタイマ(T)は以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】タイマ(T)の機能と動作例
【三菱FXシリーズ】タイマ(T)の機能と動作例
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
スイッチ(X0)を押すと、ランプ(Y0)が1秒間点灯します。スイッチを1秒以上押し続けても、ランプは1秒後に消灯します。
タイムチャート
タイムチャートは以下のようになります。
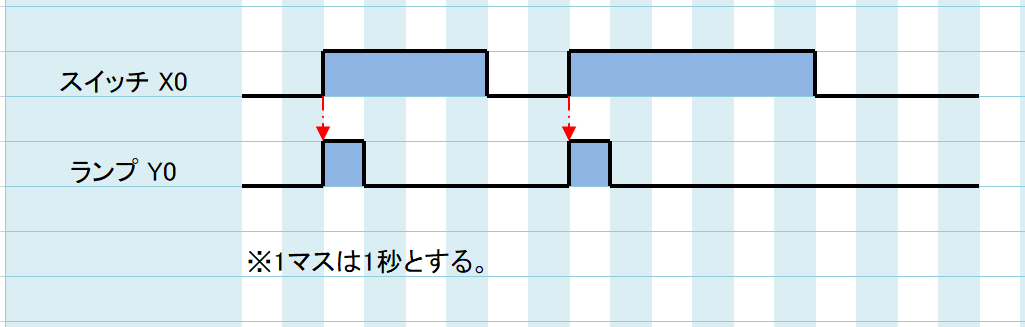
X0がONするとY0が1秒後にONします。X0が1秒以上ONし続けても、Y0は1秒後にOFFします。
ラダープログラム
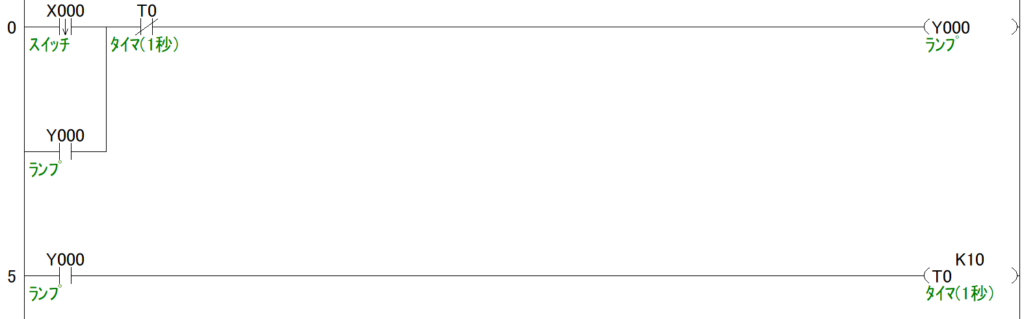
ラダープログラムは以下のようになります。
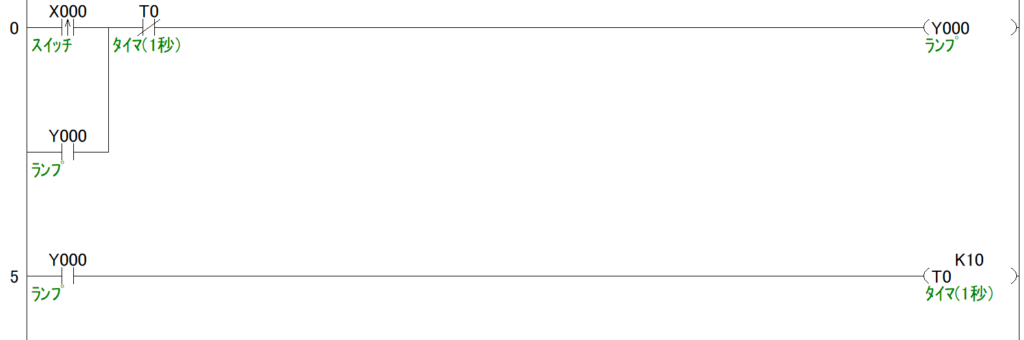
スイッチ(X0)がONすると、立上りパルス接点(LDP)のX0が1スキャンのみONします。
X0の立上りパルス接点(LDP)がONすることにより、Y0が自己保持をします。(1行目)
Y0がONしたことにより、タイマ(T0)がカウントを開始します。(2行目)
T0の設定値である1秒(K10)に到達すると、T0のb接点がOFFしてY0の自己保持回路をOFFします。
スイッチ(X0)を押し続けていてもX0の立上りパルス接点(LDF)は1スキャンしかONしないため、ランプ(Y0)は必ず1秒後に消灯します。
4.【例題②】立下りパルス接点(LDF)
下記仕様のラダープログラムを立下りパルス接点(LDF)を用いて解説します。
スイッチを押して離す、つまり「ON→OFF」を検出するために立下りパルス接点(LDF)を使用します。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
スイッチ(X0)を押して離すと、ランプ(Y0)が1秒間点灯します。
タイムチャート
タイムチャートは以下のようになります。
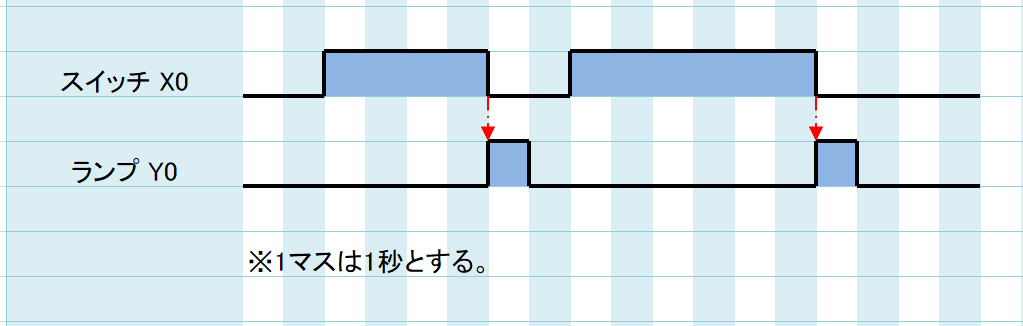
X0がON→OFFになったとき、Y0が1秒間ONします。
ラダープログラム
ラダープログラムは以下のようになります。
スイッチ(X0)がON→OFFすると、立下りパルス接点(LDF)のX0が1スキャンのみONします。
X0の立下りパルス接点(LDF)がONすることにより、Y0が自己保持をします。(1行目)
Y0がONしたことにより、タイマ(T0)がカウントを開始します。(2行目)
T0の設定値である1秒(K10)に到達すると、T0のb接点がOFFしてY0の自己保持回路をOFFします。
【例題①】に対して立上りパルス接点(LDP)から立下りパルス接点(LDF)に変更しましたが、その他は【例題①】と同様です。
5. おわりに
三菱電機製シーケンサFXシリーズにおける立上り・立下りパルス接点について解説しました。
私はパルス(PLS・PLF)命令よりも、この記事で解説したパルス接点(LDP・LDF)を使用することが圧倒的に多いです。(楽なので)
電気ハード設計、PLC/タッチパネルソフト設計、ロボットティーチング、制御盤製作などの外注業務をご検討中の方は、ぜひ永工舎(エイコウシャ)にご相談ください。確かな技術と柔軟な対応で、現場の課題解決をサポートいたします。
当サイト「電気設計人.com」は個人事業主として永工舎を運営する永井が執筆しています。電気設計・制御設計に関する業務依頼やお見積もりも承っておりますので、お気軽にお問い合わせください。
シーケンス制御やラダープログラムの基礎から実務レベルまで、体系的に学べる良書をいくつか紹介します。どれも私自身が現場で役立ったと感じた参考書で、自信をもっておすすめできる内容です。