


PLC(プログラマブルロジックコントローラ)は、ユーザが作成したラダープログラム等の一巡の処理(プログラム)を高速でぐるぐる繰り返し実行することで色々な制御をする機器です。
スキャンタイムとは、PLCが一巡の処理(プログラム)を最初から最後まで一回実行する際に掛かる時間のことを指します。(ものすごくざっくりなので詳細は後述します)
そのため、PLCのスキャンタイムはプログラムの長さや内容に大きく依存します。また、PLCのスペックや処理速度によっても影響を受けます。
スキャンタイムの長さは一概に「だいたいこのくらい」とは言えませんが、私の経験上長くても数十ms、短ければ1msを切る場合もあります。いずれにしても、人間の感覚では一瞬です。(1ms = 0.001秒)
この記事では、三菱電機製シーケンサFXシリーズにおけるPLCのスキャンタイムを確認する方法を2ヶ解説します。
目次
1. そもそもスキャンタイムとは?
スキャンタイムについて簡単に解説します。「そんなの必要ない!」方は次項へお進みください。
三菱FXシリーズはRUN状態のとき、以下の処理を繰り返し行います。
- 入力処理
- プログラムの演算処理
- 出力処理
入力処理とは、プログラムの0ステップを実行する前に入力端子のON/OFF状態を一括で入力イメージメモリに読み込みます。
プログラムの演算処理とは、ラダープログラム等のユーザが作成したプログラムを実行します。プログラムの内容が大きくなるとこの処理に要する時間が長くなります。
出力処理とは、出力イメージメモリのON/OFF状態を出力端子に反映します。
ざっくりですが三菱FXシリーズのPLCはこれらの処理を高速で繰り返し実行します。そして一巡する際に掛かる時間をスキャンタイムと呼びます。
2. GX Works2のモニタステータスで確認する方法
PLCとパソコンをUSB等で接続をした状態で、GX Works2をモニタモードにするとスキャンタイムが確認することができます。
GX Works2を起動した状態でモニタモードにします。
モニタモードにすると、ツールバー上に以下のようなモニタステータスと呼ばれるものが表示されます。
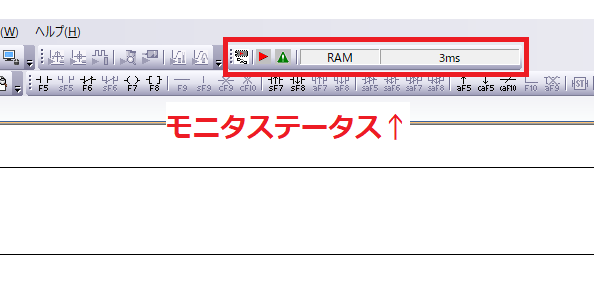
モニタステータスの中にスキャンタイムが表示されます。
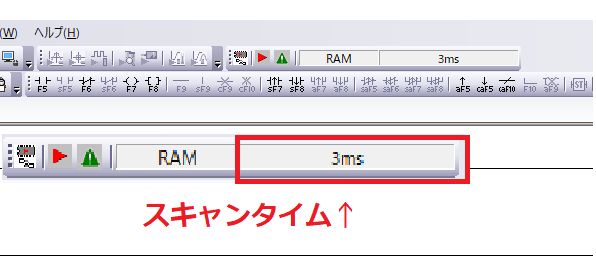
↑では『3ms』と表示されています。これはPLCのスキャンタイムが3ミリ秒(0.003秒)という意味になります。
モニタステータスはスキャンタイムの他にもPLCのRUN/STOPやERR.状態を確認することができます。
3. 特殊デバイスの値で確認する方法
三菱FXシリーズの場合、特殊デバイスにスキャンタイムが格納されます。その特殊デバイスの値をモニタすることでスキャンタイムを確認することができます。
以下の特殊デバイスに各スキャンタイムが格納されます。
| D8010 | :スキャンタイム現在値 |
| D8011 | :スキャンタイム最小値 |
| D8012 | :スキャンタイム最大値 |
※何れも単位0.1ms(0.0001秒)となります。
↓デバイスモニタで上記の特殊デバイスをモニタした様子です。

この場合、各スキャンタイムは以下のようになります。
| D8010 | :スキャンタイム現在値 | 2.9ms |
| D8011 | :スキャンタイム最小値 | 2.8ms |
| D8012 | :スキャンタイム最大値 | 3.9ms |
GOT等でスキャンタイムを表示させる場合、この特殊デバイスの値を数値表示するのが良いと思います。
4. おわりに
三菱電機製シーケンサFXシリーズにおけるスキャンタイムの確認方法を解説しました。
私自身、実務でスキャンタイムを意識するほど高速な装置に携わったことはほとんどありませんが、些細な会話で「スキャンタイムどのくらい?」とはたまに聞かれます。
簡単に確認することができますので、覚えて頂くと便利かと思います。
電気ハード設計、PLC/タッチパネルソフト設計、ロボットティーチング、制御盤製作などの外注業務をご検討中の方は、ぜひ永工舎(エイコウシャ)にご相談ください。確かな技術と柔軟な対応で、現場の課題解決をサポートいたします。
当サイト「電気設計人.com」は個人事業主として永工舎を運営する永井が執筆しています。電気設計・制御設計に関する業務依頼やお見積もりも承っておりますので、お気軽にお問い合わせください。
シーケンス制御やラダープログラムの基礎から実務レベルまで、体系的に学べる良書をいくつか紹介します。どれも私自身が現場で役立ったと感じた参考書で、自信をもっておすすめできる内容です。

