

四捨五入とは、端数処理の一種で『求める次の位(下の位)の数値が5以上(5,6,7,8,9)であれば切り上げ、逆に5未満(0,1,2,3,4)であれば切り捨てる』ものです。
四捨五入は日常的に色々な用途で使用されることから「ExcelであればROUND関数」「C言語であれば標準ライブラリのround関数」といったようにアプリケーション・プログラミング言語内に用意されている場合が大半です。
ラダープログラムにおいても、四捨五入を実行する命令があると思いましたが、私が調べた中では存在しませんでした…(恐らく用意されているPLCも世の中には存在すると思います。)
ラダープログラムで制御する「産業機械」や「工場設備」において数値を四捨五入することが稀有であるからだと思いますが、必要に迫られる可能性もあります。
今回は、三菱電機製シーケンサFXシリーズにおけるデータレジスタの数値を四捨五入するラダープログラム例を2ヶ解説します。
目次
1.【例題①】1の位を四捨五入する
下記仕様のラダープログラムを解説します。
この処理をPLCがRUN中に常時行う。
1の位で四捨五入する場合、求める数値を”10”で割ったときの剰余(余り)が5以上であれば切り上げ、5未満であれば切り捨てを行います。
フローチャート
フローチャートは以下のようになります。
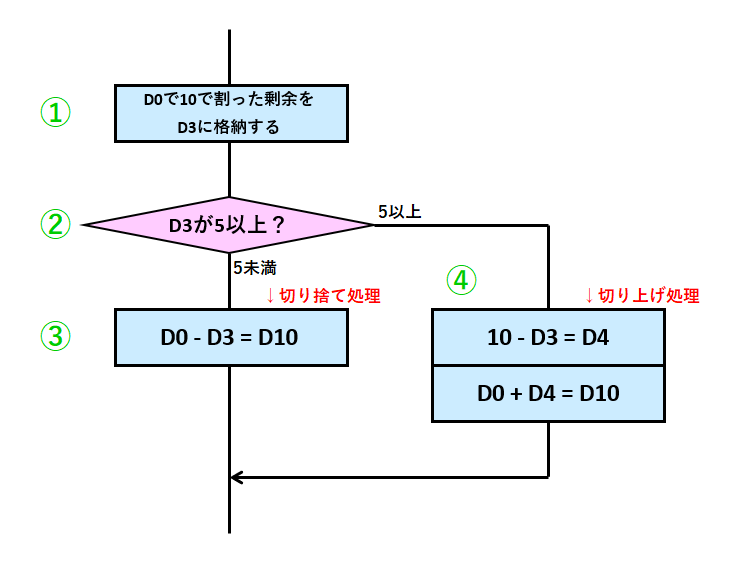
各処理の詳細は以下のようになります。
① D0を定数10で割った剰余(余り)をD3に格納する。
② D3が「5以上であれば切り上げ」「5未満であれば切り捨て」と判断する。
③ 「5未満で切り捨て」の場合、D0からD3の値を減算した結果をD10に格納する。
④ 「5以上で切り上げ」の場合、定数10からD3を減算した結果をD4に格納して、D0にD4の値を加算した結果をD10に格納する。
例)D0の値が3456の場合
① 定数10で割った剰余(余り)であるD3には”6”が格納されます。
② D3の値が5以上であることから「切り上げ」と判断して④に分岐します。
④ 3456を1の位で切り上げるためには、”4”を足す必要があります。まず定数10からD3に格納されている”6”を減算した結果である”4”をD4に格納します。その後、D0にD4を加算した結果である”3460”をD10に格納します。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
ここでは「GOTはラダープログラムで使用されているデバイスのON/OFF状態や現在値をモニタしたり、変更することができるもの」程度の認識でOKです。
GOTから入力できるデータレジスタD0の値を1の位で四捨五入して、結果をD10に格納します。
ラダープログラム
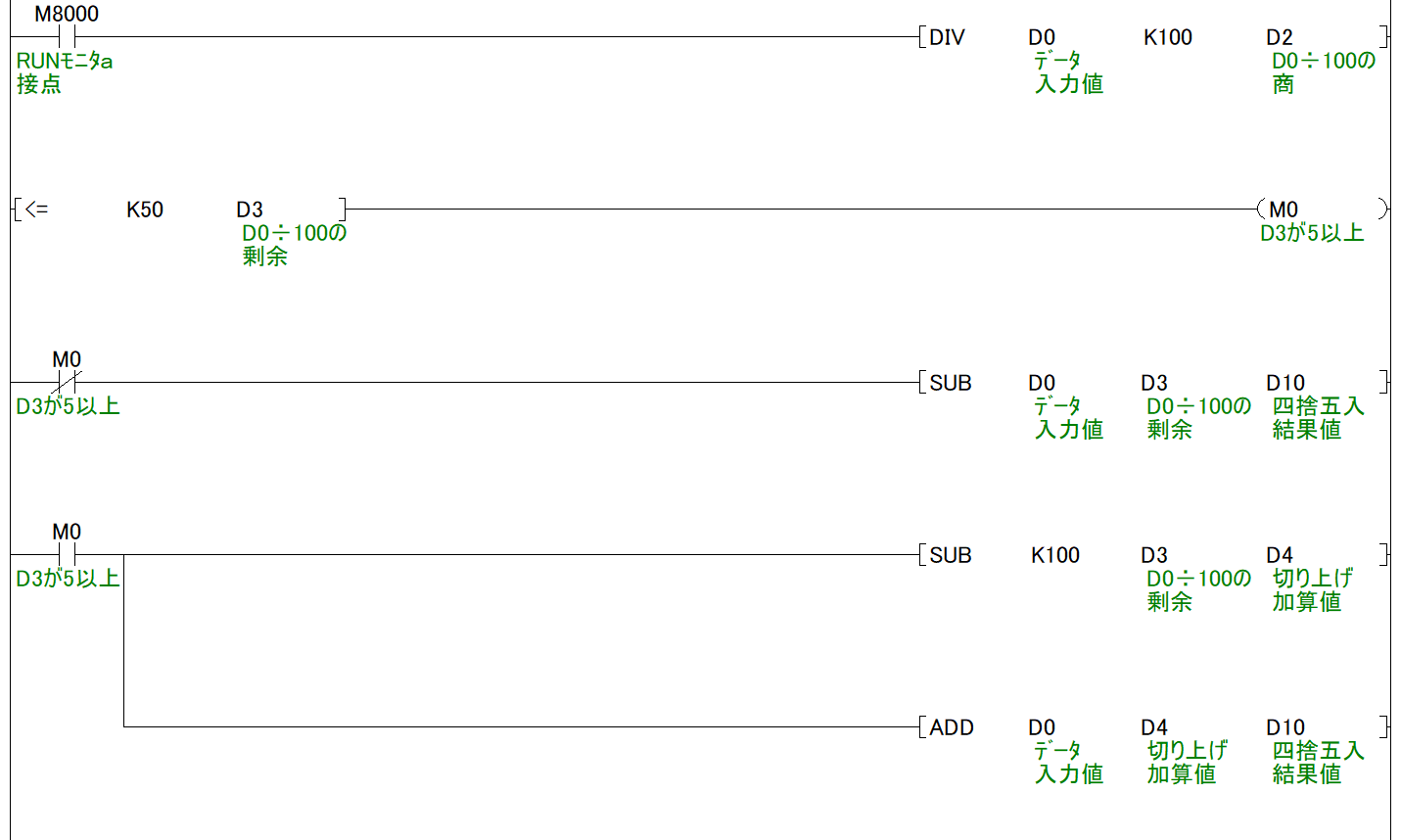
ラダープログラムは以下のようになります。
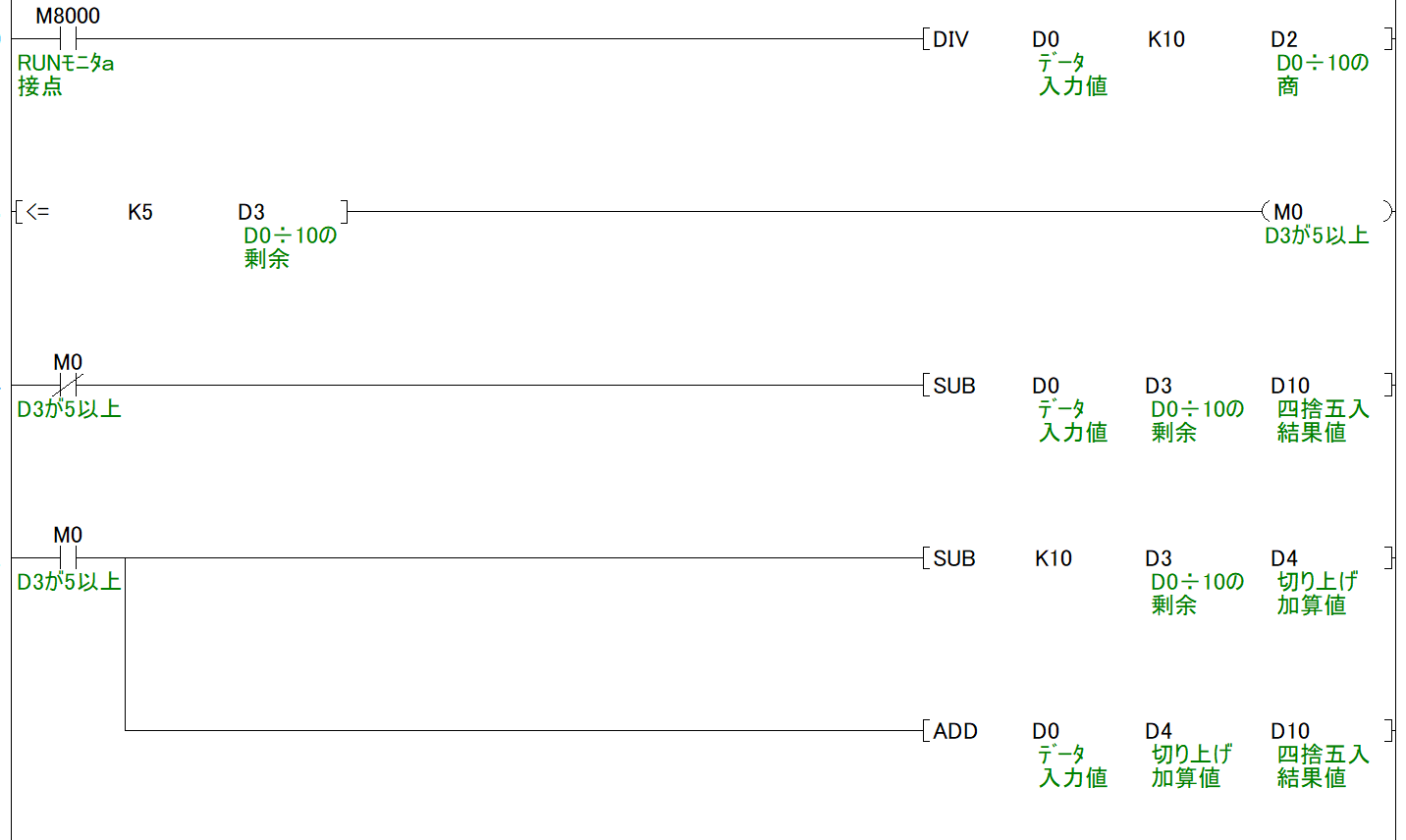
【①処理部分】
M8000を入力条件とする除算(DIV)命令にてD0を10で割った商と剰余(余り)をD2・D3に格納します。
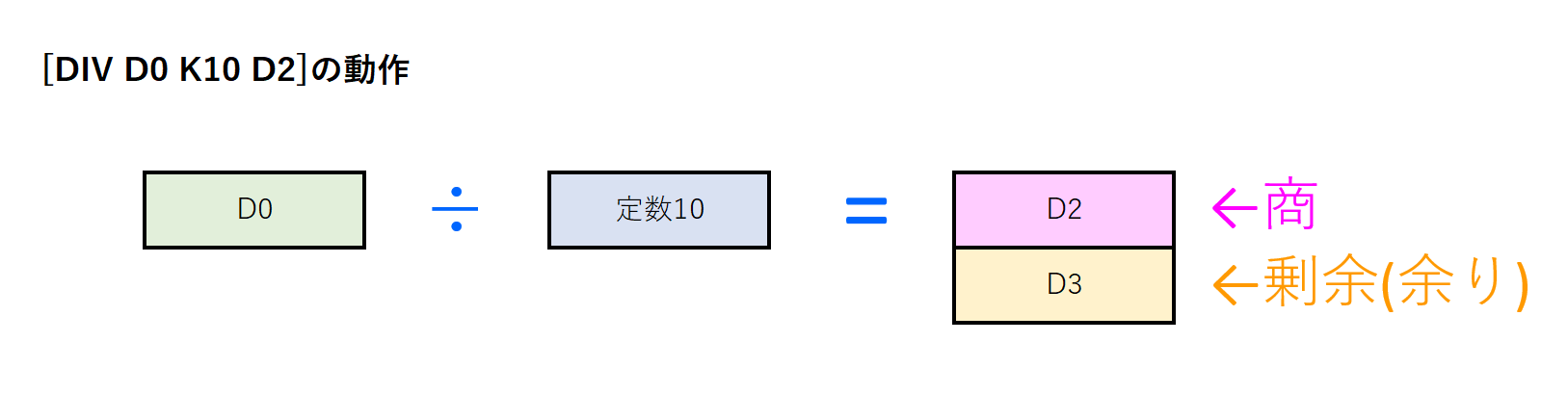
四捨五入するには、商は使用せずに剰余(余り)のみ使用します。
【②処理部分】
接点形比較命令を用いて、D3が5以上か判定します。D3が5以上であれば補助リレーM0がONします。M0がONのとき、つまりD0を10で割った剰余(余り)が5以上であれば切り上げと判断します。

【③処理部分】
M0がOFFのときは「切り捨て」の処理を行います。減算(SUB)命令を用いてD0からD3の値を減算した演算結果をD10に格納します。
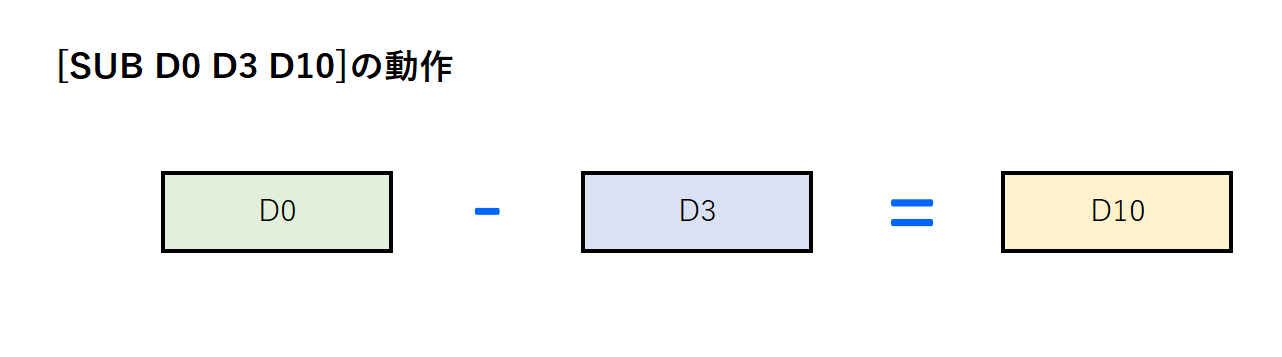
D0の値を1の位で切り捨ててD10に格納する処理はこれで完了です。
【④処理部分】
M0がONのときは「切り上げ」の処理を行います。まず減算(SUB)命令を用いて切り上げるために必要な値をD4に格納します。その後、加算(ADD)命令を用いてD0とD4を加算した演算結果をD10に格納します。
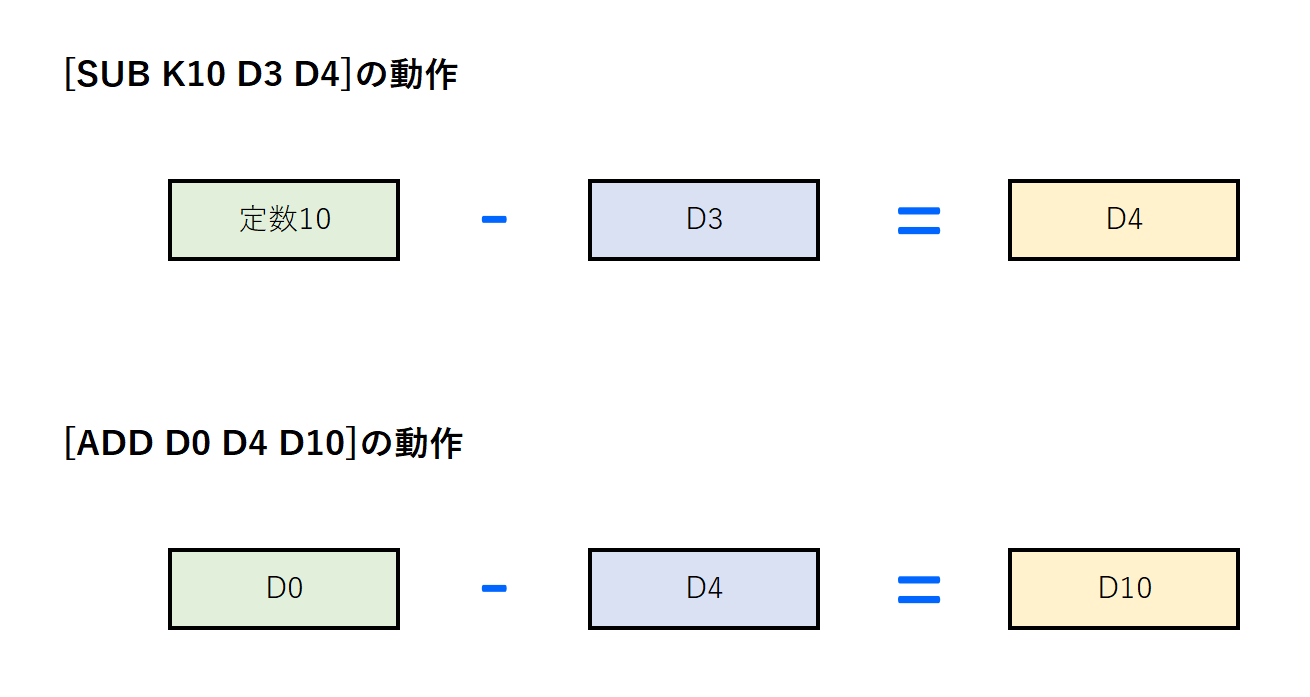
D0の値を1の位で切り上げてD10に格納する処理はこれで完了です。
この【例題①】で使用した命令は以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】除算(DIV)命令の指令方法とラダープログラム例
【三菱FXシリーズ】除算(DIV)命令の指令方法とラダープログラム例
 【三菱FXシリーズ】接点形比較命令の指令方法とラダープログラム例
【三菱FXシリーズ】接点形比較命令の指令方法とラダープログラム例
 【三菱FXシリーズ】加算(ADD)命令の指令方法とラダープログラム例
【三菱FXシリーズ】加算(ADD)命令の指令方法とラダープログラム例
 【三菱FXシリーズ】減算(SUB)命令の指令方法とラダープログラム例
【三菱FXシリーズ】減算(SUB)命令の指令方法とラダープログラム例
2.【例題②】10の位を四捨五入する
下記仕様のラダープログラムを解説します。
この処理をPLCがRUN中に常時行う。
10の位で四捨五入する場合、求める数値を”100”で割ったときの剰余(余り)が50以上であれば切り上げ、50未満であれば切り捨てます。
フローチャート
フローチャートは以下のようになります。
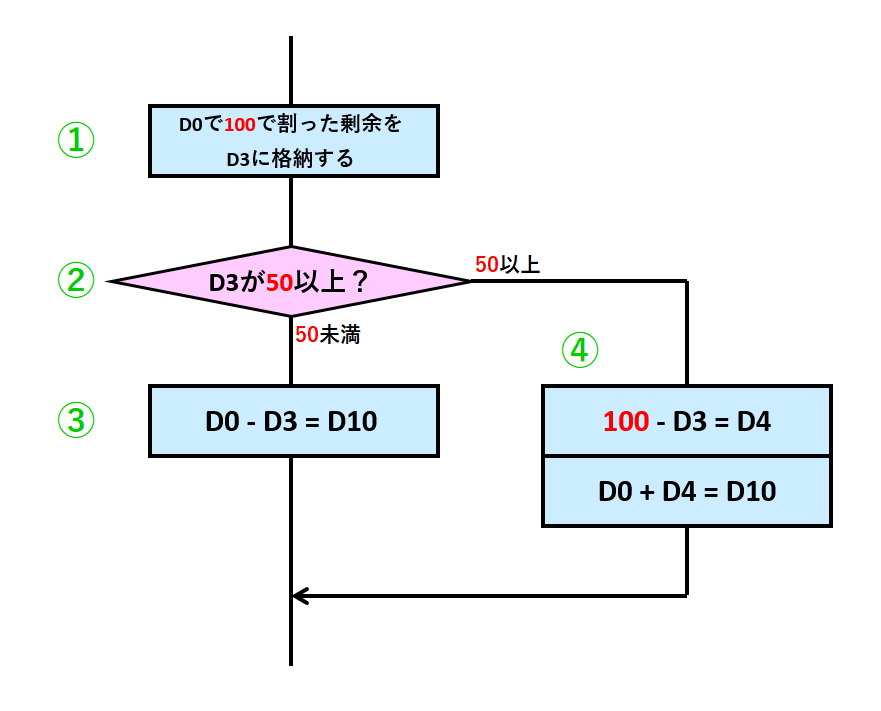
処理の流れは【例題①】と同様ですが、10の位で四捨五入する場合は↑の赤字部分の値が異なります。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
GOTから入力できるデータレジスタD0の値を10の位で四捨五入して、結果をD10に格納します。
ラダープログラム
ラダープログラムは以下のようになります。
【例題①】に対して、↓の赤枠部分の数値が異なります。
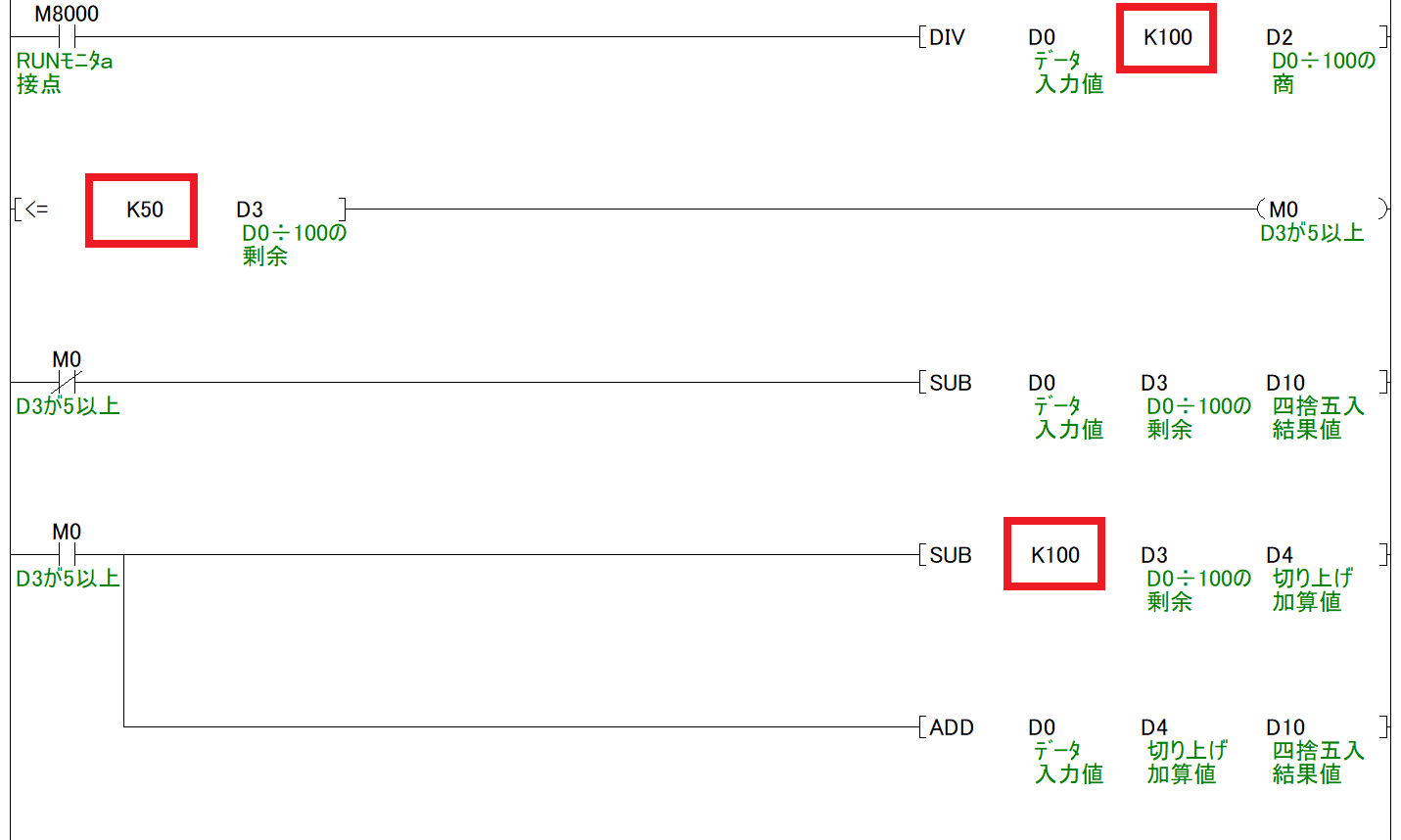
赤枠部分以外は【例題①】と同様です。
3. おわりに
三菱電機製シーケンサFXシリーズで作成する四捨五入するラダープログラム例を解説しました。
電気ハード設計、PLC/タッチパネルソフト設計、ロボットティーチング、制御盤製作などの外注業務をご検討中の方は、ぜひ永工舎(エイコウシャ)にご相談ください。確かな技術と柔軟な対応で、現場の課題解決をサポートいたします。
当サイト「電気設計人.com」は個人事業主として永工舎を運営する永井が執筆しています。電気設計・制御設計に関する業務依頼やお見積もりも承っておりますので、お気軽にお問い合わせください。
シーケンス制御やラダープログラムの基礎から実務レベルまで、体系的に学べる良書をいくつか紹介します。どれも私自身が現場で役立ったと感じた参考書で、自信をもっておすすめできる内容です。

