ランプをはじめ、モータや電磁弁といった出力機器には「寿命」が存在します。
設備や装置に使用されている出力機器が「稼働中」に寿命を迎え、動かなくなると稼働を中断して機器を交換しなければなりません。
出力機器を交換している間、設備や装置が稼働することができなければ「稼働率」の低下につながります。
出力機器の寿命が予め把握することが出来ていれば、使用した時間や回数が到達したら作業者に注意を促すことで事前に機器を交換することが可能です。
この記事では、出力がONした回数から機器の交換時期をGOTに表示するラダープログラム例を紹介します。
作成したGOTの動作は以下のようになります。
この記事中のラダープログラムはGX Works2で作成しており、プロジェクトのPCシリーズはFXCPU、PCタイプはFX3G/FX3GCに設定してあります。

目次
1. 作成したラダープログラムとGOTの仕様説明
作成したラダープログラムとGOTの仕様や説明を解説します。
仕様
仕様は以下のようになります。
ランプが点灯した回数をデータレジスタD300に格納してGOTに表示する。
GOTでランプ交換回数:D200と予報回数D202を入力して、D300の値と比較してメッセージを表示する。
ランプ(Y0)が点灯した回数をカウントして、交換時期に達したときにメッセージを表示するものです。
データレジスタ
データレジスタを整理すると以下のようになります。
- D200:交換回数
- D202:予報回数
- D204:事前予報値
- D300:使用回数
D204:事前予報値は、交換回数から予報回数を引いたものです。
つまり「D204 = D200 – D202」となります。
メッセージ内容
メッセージが表示するタイミングとメッセージ内容は以下のようになります。
| 使用回数が事前予報値に達していないとき | メッセージはありません |
| 使用回数が事前予報値に達して、かつ交換回数に達していないとき | ランプ寿命予報 |
| 使用回数が交換回数に達したとき | ランプは寿命に達しました |
ランプ寿命予報を表示することにより、作業者に早い段階で機器の寿命が近づいていることを知らせることができます。
2. ラダープログラム
ラダープログラムは以下のようになります。
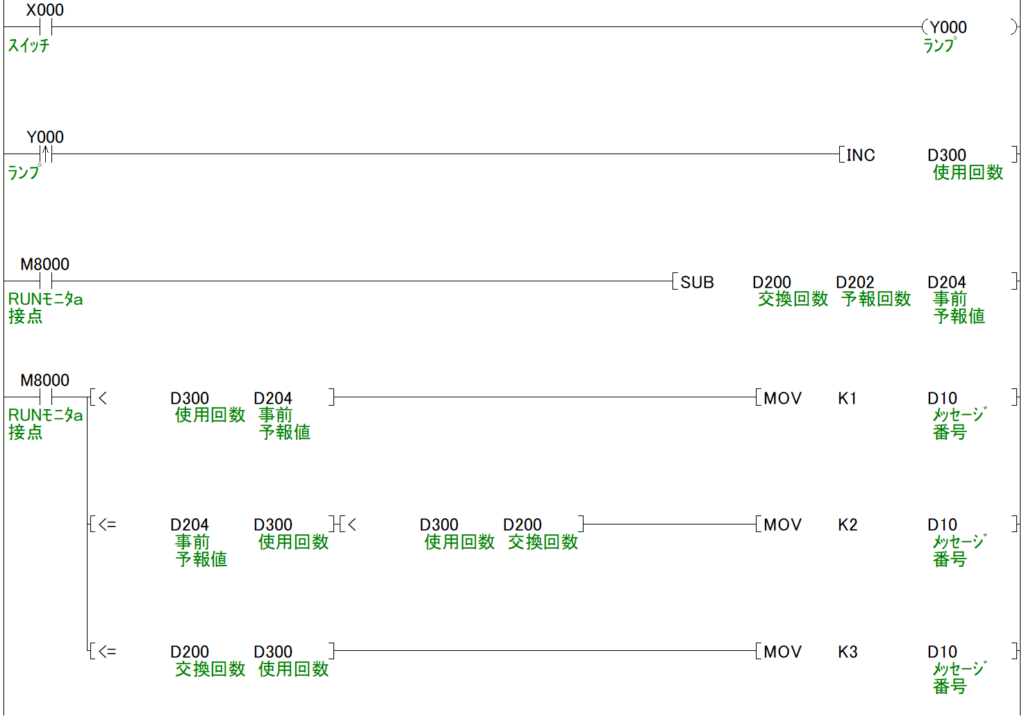
意外と短くまとめることが出来ました。命令を多く使用していますが、それぞれ確実に理解すれば決して難しいラダープログラムではありません。
3. ラダープログラムの解説
ラダープログラムを4ヶに分けて解説をします。
スイッチを押すとランプが点灯
スイッチ(X0)を押すとランプ(Y0)が点灯するラダープログラムです。

このラダープログラムは特に解説は不要だと思いますので割愛します。
ランプがONする度に使用回数を加算
ランプ(Y0)がONする度に、使用回数:D300を加算するラダープログラムです。

「INC」はインクリメント命令と呼ばれるもので、指定されたデバイス(今回はD300)を1ずつ加算する命令です。
Y0のa接点は、ただのa接点ではなく接点の中に↑矢印の記号が入っています。これは立上りパルス接点命令と呼ばれるもので、デバイスの立上り時の1スキャンのみONします。
仮に立上り接点命令を使用せずにY0のa接点を使用すると、Y0がONしている間D300が毎スキャン加算し続けてしまいます。
インクリメント命令・立上りパルス接点命令については以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】インクリメント(INC)・デクリメント(DEC)命令の指令方法とラダープログラム例
【三菱FXシリーズ】インクリメント(INC)・デクリメント(DEC)命令の指令方法とラダープログラム例
 【三菱FXシリーズ】立上り・立下りパルス接点(LDP・LDF)命令の指令方法とラダープログラム例
【三菱FXシリーズ】立上り・立下りパルス接点(LDP・LDF)命令の指令方法とラダープログラム例
D204:事前予報値の算出
D204:事前予報値を算出します。事前予報値は「交換回数から予報回数を引いたもの」ですので、以下のような演算を行います。
D204:事前回数 = (D200:交換回数) ー (D202:予報回数)

M8000はFXシリーズの特殊デバイスで、PLCがRUN中に常時ONする接点です。
「SUB」は減算命令で「D200 – D202 = D204」を常時行っています。
減算命令については以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】減算(SUB)命令の指令方法とラダープログラム例
【三菱FXシリーズ】減算(SUB)命令の指令方法とラダープログラム例
メッセージの条件分岐とフラグ
使用回数:D300を、D200~D204の値と比較して、3ヶに分岐します。
| D300 < D204 | D10に定数”1″を転送 |
| D204 ≦ D300 < D200 | D10に定数”2″を転送 |
| D200 ≦ D300 | D10に定数”3″を転送 |
このD10の値を基にGOTで各メッセージを表示します。
この部分のラダープログラムは以下のようになります。
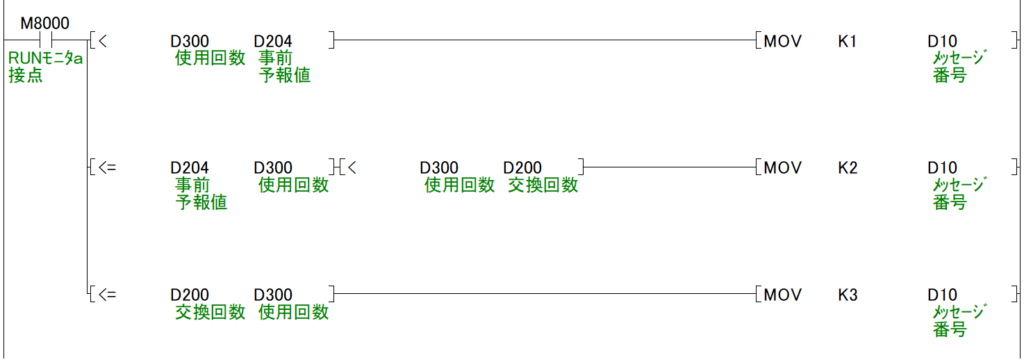
接点形比較命令で3つに分岐して、それぞれ転送命令を用いてD10に定数”1″~”3″を転送しています。
接点形比較命令・転送命令については以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】接点形比較命令の指令方法とラダープログラム例
【三菱FXシリーズ】接点形比較命令の指令方法とラダープログラム例
 【三菱FXシリーズ】転送(MOV)命令の指令方法とラダープログラム例
【三菱FXシリーズ】転送(MOV)命令の指令方法とラダープログラム例
4. GOTの解説
GOTの動作をGIFを用いて解説します。
スイッチを押すとランプが点灯、使用回数の加算
スイッチを押すとランプが点灯します。
そして点灯した回数を数値として表示します。
交換回数・予報回数の入力
D200:交換回数とD202:予報回数はGOTから数値を入力します。
使用回数の入力
D300:使用回数もGOTから入力できるようにしました。
使用回数のリセットや変更する場合、GOTから入力します。
メッセージを表示
使用回数に応じて、GOT右下のメッセージを表示します。
このメッセージはGOTの「コメント」機能を用いています。
以下の参考書はラダープログラムの色々な「定石」が記載されており、実務で使用できるノウハウが多く解説されています。私がラダープログラムの参考書として自信をもってオススメできるものです。
ただし、ラダープログラムやPLCといった電気・制御設計は参考書やWebサイトのみでの学習には必ずどこかで限界が来ます。
各メーカが販売しているPLCやプログラム作成のアプリケーションを揃えるには安くても十万円以上の大きな費用が掛かり、独学は現実的ではありません。
ラダープログラムの一番現実的な学習方法は「実務で経験を積む」ことです。電気・制御設計者はこれから更に必要な人材になり続けますので、思い切って転職する選択肢もあります。
『doda』といった大手求人(転職)サイトには電気・制御設計の求人が数多く紹介されています。※登録は無料です。
「スキルこそ今後のキャリアを安定させる最も大切な材料」と考える私にとって電気・制御設計はとても良い職業だと思います。キャリアの参考になれば幸いです。