ラダープログラムのカウンタとは、入力条件がONした回数をPLC内部で加算し、設定値に達すると接点が動作するデバイスです。
三菱電機製のPLCでは”C”と表されています。
この記事では、ラダープログラムで使用するカウンタの例題を解説します。
PLCは三菱電機製シーケンサ:FX3G-60MT/ESS、ラダープログラムはソフトウェア:GX Works2を使用します。
この記事ではカウントアップする基本的なカウンタについて解説します。
目次
1. カウンタの例題
カウンタを使用するラダープログラムの例題を2つ解説します。
1-1. 例題① カウントアップ
まず基本的なカウンタの使用方法として、入力条件がONした回数をカウントして設定回数に到達したら出力をONさせるラダープログラムについて解説します。
カウントアップするラダープログラムの仕様
以下の仕様のラダープログラムについて解説します。
「スイッチ(X0)を10回押した」ことをカウントするためにカウンタを使用します。
タイムチャート
タイムチャートは以下のようになります。

入力条件であるX0が10回ONすると、Y0がONします。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
スイッチ(X0)を10回押すとランプ(Y0)が点灯しています。
ラダープログラム
ラダープログラムは以下のようになります。

【解説】
ラダープログラム内の”C0″がカウンタになります。C0にはK10が設定されており、10回X0がONしたら始めてC0はONします。
ここで重要なのが「X0がONしている時間は関係ない」ということです。カウンタとは入力条件がOFF→ONになったタイミング(立上り)になった回数をカウントします。
1-2. 例題② カウンタのリセット
例題①ではカウンタをリセット条件がなく、ランプを消灯させることができませんでした。カウンタをリセットしてランプを消灯させる方法を解説します。
カウンタをリセットするラダープログラムの仕様
以下の仕様のラダープログラムについて解説します。
スイッチ(X1)を押すと、ランプを消灯させるとともにカウンタをリセットさせる。
例題①にリセットする条件を追加した仕様になります。
タイムチャート
タイムチャートは以下のようになります。
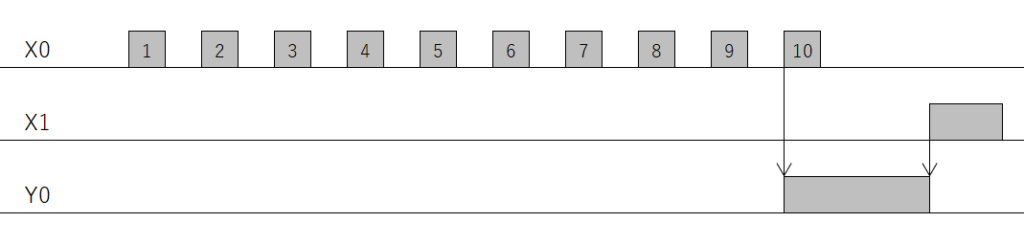
X1がONしたタイミングでY0がOFFします。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。

スイッチ(X1)を押すとランプ(Y0)が消灯しています。
ラダープログラム
ラダープログラムは以下のようになります。
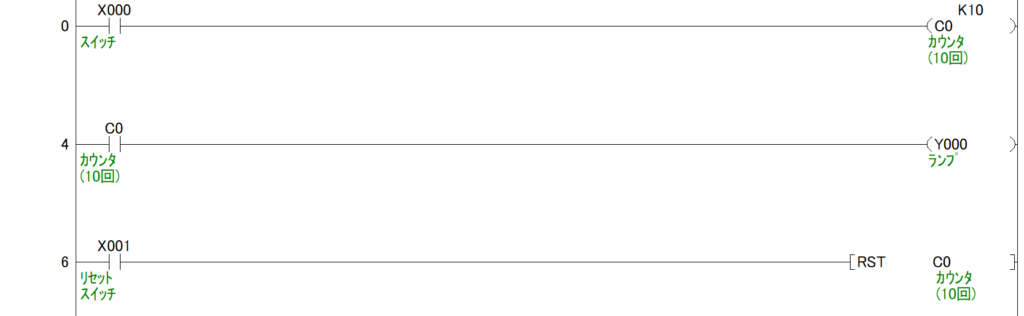
【解説】
カウンタをリセットさせるには、”RST命令”と呼ばれる命令を使用します。X1をONすることによりRST命令が実行されると、C0はリセットされます。(0になります)
既にX0が10回以上ONしてC0がONしている場合、RST命令でOFFになります。
少し脱線しますが、RST命令はカウンタをリセットさせる為だけの命令ではありません。
RST命令はビットデバイスと呼ばれる出力リレー(Y)、補助リレー(M)などをリセットすることやタイマ(T)の現在値をリセットすることができます。
RST命令については以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】セット(SET)・リセット(RST)命令の指令方法とラダープログラム例
【三菱FXシリーズ】セット(SET)・リセット(RST)命令の指令方法とラダープログラム例
2. 設定値
上の例題では、設定値をK10(10回)にしました。
K10とは厳密にいうと、十進数の定数”10″を設定値とする という意味になります。
設定値はデータレジスタ(D)を使用することも可能です。
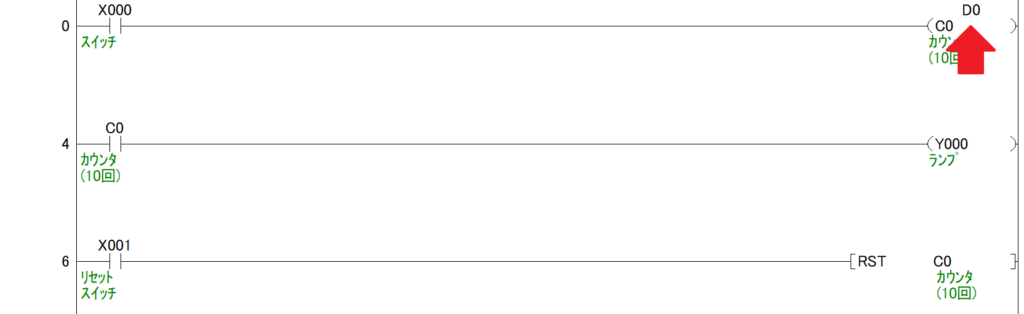
このラダープログラムでは、C0の設定値をD0にしました。
D0の値を変えることにより、C0がONする回数を変えることができます。
3. おわりに
ラダープログラムのカウンタについて解説しました。
・設定回数に達するとONする
・RST命令で0に戻る
・設定値にはデータレジスタ(D)を用いることも可能
電気ハード設計、PLC/タッチパネルソフト設計、ロボットティーチング、制御盤製作などの外注業務をご検討中の方は、ぜひ永工舎(エイコウシャ)にご相談ください。確かな技術と柔軟な対応で、現場の課題解決をサポートいたします。
当サイト「電気設計人.com」は個人事業主として永工舎を運営する永井が執筆しています。電気設計・制御設計に関する業務依頼やお見積もりも承っておりますので、お気軽にお問い合わせください。
シーケンス制御やラダープログラムの基礎から実務レベルまで、体系的に学べる良書をいくつか紹介します。どれも私自身が現場で役立ったと感じた参考書で、自信をもっておすすめできる内容です。