

ラダープログラムのタイマとは、入力条件がONしている時間をPLC内部で加算し、設定値に達すると接点が動作するデバイスです。
三菱電機製のPLCでは”T”と表されています。
この記事では、ラダープログラムで使用するタイマの例題・種類・用途を解説します。
PLCは三菱電機製シーケンサ:FX3G-60MT/ESS、ラダープログラムはソフトウェア:GX Works2を使用します。
目次
1. タイマの例題
タイマを使用する「オンディレイタイマ回路」「オフディレイタイマ回路」というラダープログラムの例題を2つ解説します。
名称が似ているのでごっちゃにならないようにご注意ください。
1-1. 例題① オンディレイタイマ回路
タイマの入力条件をONしてから、設定時間後に出力がONする回路を”オンディレイタイマ回路”といいます。
ディレイ(Delay)とは、遅らせる・伸ばす という意味になります。
「出力のONを遅らせるからオンディレイ」と考えると覚えやすいと思います。
オンディレイタイマ回路の仕様
以下の仕様のオンディレイタイマ回路について解説します。
スイッチを離すことにより、ランプは即座に消灯する。
入力条件のスイッチ(X0)がONしてからランプ(Y0)がONするのに5秒間の遅延があります。
タイムチャート
オンディレイタイマ回路のタイムチャートは以下のようになります。
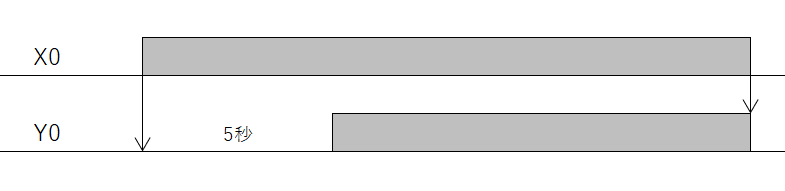
入力条件のX0がONしてから5秒後に出力条件Y0がONしています。
GOTの動作イメージ
イメージしやすいように簡単なGOTを作成しました。動作は以下のようになります。
ラダープログラム
オンディレイタイマ回路のラダープログラムは以下のようになります。
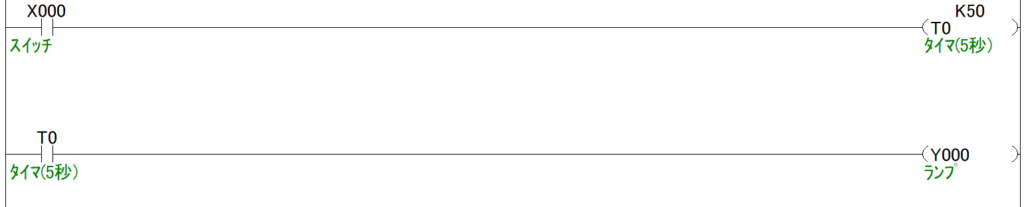
【解説】
ラダープログラム内の”T0″がタイマになります。T0にはK50が設定されており、5秒間X0がONし続けると始めてT0はONします。
さらに、T0に加算されていた時間もリセットされます。(0になる)
1-2. 例題② オフディレイタイマ回路
タイマの入力条件をOFFしてから、設定時間後に出力がOFFする回路を”オフディレイタイマ回路”といいます。
「出力のOFFを遅らせるからオフディレイ」と考えると覚えやすいと思います。
オフディレイタイマ回路の仕様
以下の仕様のオフディレイタイマ回路について解説します。
その後、スイッチを離した8秒後にランプは消灯する。
入力条件のスイッチ(X0)がOFFしてからランプ(Y0)がOFFするのに8秒間の遅延があります。
タイムチャート
オフディレイタイマ回路のタイムチャートは以下のようになります。
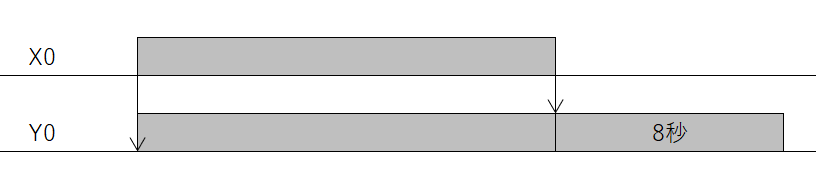
入力条件X0がOFFしてから8秒後に出力条件Y0がOFFしています。
GOTの動作イメージ
イメージしやすいように簡単なGOTを作成しました。動作は以下のようになります。
(GIFで説明するには8秒は長すぎましたね…)
ラダープログラム
オフディレイタイマ回路のラダープログラムは以下のようになります。
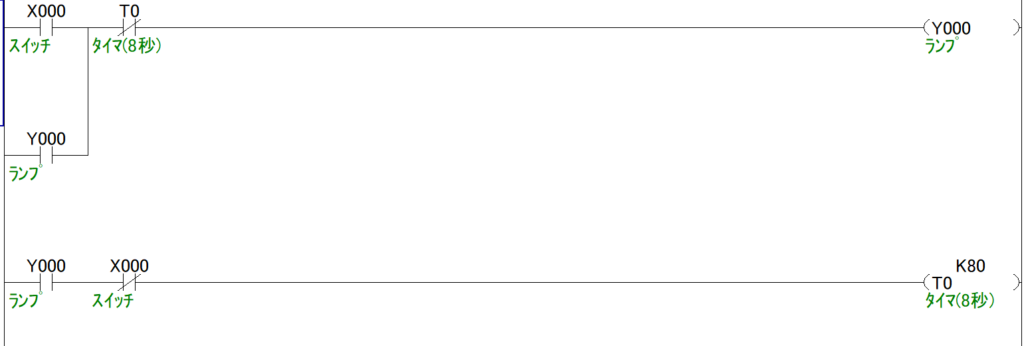
【解説】
オンディレイタイマ回路に比べると少し複雑になります。
①スイッチを押すとX0がONしてY0が自己保持をします。
X0がONしている間、T0の入力条件にX0のb接点が入っているためT0はカウントを始めません。
②スイッチを離すと、「Y0がON」かつ「X0がOFF」となるのでT0がカウントを始めます。
③カウントを始めてから8秒後、T0のb接点がOFFするのでY0の自己保持はOFFします。
④Y0がOFFするのでランプは消灯します。
すると、Y0の自己保持はOFFしないのでランプは点灯し続けます。
自己保持回路については以下のページで解説しておりますので、宜しければご覧ください。
 【ラダープログラム回路】自己保持回路のラダープログラム例【三菱FX】
【ラダープログラム回路】自己保持回路のラダープログラム例【三菱FX】
2. タイマの種類
一口にタイマと言ってもタイマには色々な種類があり、三菱電機製シーケンサ:FX3Gシリーズでは以下のような種類があります。
タイマの種類は使用するデバイス番号によって変わります。
2-1. 1ms、10ms、100msタイマ
タイマの最少加算時間により、以下のように分類されます。
- 1ms = T256 ~T319 (64点)
- 10ms = T200 ~ T245 (46点)
- 100ms = T0 ~T199 (200点)
上の動作例ではT0を使用したので、100msタイマでした。
例えば、上の例題①でT200を使用して設定値をK50にすると、
50 × 10ms = 500ms(=0.5秒) となります。
使用するPLCのタイマの仕様をご確認してから使用してください。
2-2. 積算型タイマ
上の例題では、タイマの入力条件がOFFすると、それまで加算されていたタイマの時間がリセットされていました。
入力条件をOFFしても、タイマの時間がリセットされない(0にならない)ものを積算型タイマといいます。
- 1ms積算型 = T246 ~T249 (4点)
- 100ms積算型 = T250 ~T255 (6点)
積算型タイマの時間をリセットする場合、RST命令を使用する必要があります。
3. タイマの用途
ラダープログラムでタイマを用いることは非常に多くあります。
ここでは、ほんの一例ですがタイマを用いたラダープログラムを2つ紹介します。
これはフリッカー回路(点滅回路)と呼ばれるものです。
フリッカー回路については以下のページで解説しています。
 【ノウハウ初級】フリッカー回路(点滅回路)のラダープログラム例【三菱FX】
【ノウハウ初級】フリッカー回路(点滅回路)のラダープログラム例【三菱FX】
ノイズの影響で小刻みにONしてしまう現象をチャタリングと呼びます。チャタリングを防止するにはタイマが効果的です。
チャタリングを防止するラダープログラムについては以下のページで解説しています。
 【ノウハウ初級】チャタリングを防止する回路のラダープログラム例【三菱FX】
【ノウハウ初級】チャタリングを防止する回路のラダープログラム例【三菱FX】
4. おわりに
ラダープログラムのタイマの使い方と例題について解説しました。
・オンディレイタイマ回路とオフディレイタイマ回路がある
・PLCによって色々なタイマが存在する
電気ハード設計、PLC/タッチパネルソフト設計、ロボットティーチング、制御盤製作などの外注業務をご検討中の方は、ぜひ永工舎(エイコウシャ)にご相談ください。確かな技術と柔軟な対応で、現場の課題解決をサポートいたします。
当サイト「電気設計人.com」は個人事業主として永工舎を運営する永井が執筆しています。電気設計・制御設計に関する業務依頼やお見積もりも承っておりますので、お気軽にお問い合わせください。
シーケンス制御やラダープログラムの基礎から実務レベルまで、体系的に学べる良書をいくつか紹介します。どれも私自身が現場で役立ったと感じた参考書で、自信をもっておすすめできる内容です。

電気設計人
electricaldesigner25@gmail.com 様
いつも参考にさせて頂いております。
学習教材として、大変、有益なサイト運営に感謝しています。
小生、FA企業の社内研修教育係として、今年から勤務しています。
これまでずっと学校教育現場だったので、PLCの実務経験などなく、大変助かっています。最近、ソフトウェアPLC Codesysの利用について興味をもち、勉強しています。もしも、この方面でも情報お持ちであれば、是非、公開お願いします。
来月から起業されてご活躍とのこと、ご成功をお祈りいたします。
今後ともよろしくお願いいたします。
伊藤 尚様
ご覧頂きありがとうございます。お役に立てて光栄です。
PLC Codesysはラズパイ上で動作することもあり勉強中であります。
現時点での私の知識が乏しいため、すぐに記事にすることはできませんが、
いずれ投稿いたします。
すみません。そもそもどうやって回路にタイマーを入力するのでしょうか。
F7キーを押してT0と打っても出てこないのですが