


三菱電機製シーケンサFXシリーズにおける「マスタコントロール」命令とは、ラダープログラムの母線をON/OFFすることにより、指定した範囲内の出力を一斉にON/OFFするラダープログラム命令です。
マスタコントロール命令を用いることにより、共通の入力条件を1つにまとめ、個々のステップに都度入れる手間を省くことができます。
この記事では、三菱電機製シーケンサFXシリーズにおけるマスタコントロール命令の指令方法とラダープログラム例を解説します。
三菱電機製シーケンサFXシリーズにおいて、マスタコントロール命令は以下のシーケンサ・バージョンで使用することが可能です。
| FX3S | :Ver1.00以降 |
| FX3G | :Ver1.00以降 |
| FX3GC | :Ver1.40以降 |
| FX3U | :Ver2.20以降 |
| FX3UC | :Ver1.00以降 |
目次
1. マスタコントロール命令の指令方法
マスタコントロール命令を使用する場合、MC命令とMCR命令の2ヶをセットで指令する必要があります。
| MC | :マスタコントロール命令 |
| MCR | :マスタコントロールリセット命令 |
MCは、マスタコントロール(Master control)の略です。そのままですね…
こちら↓がMC命令とMCR命令を使用したラダープログラム例です。
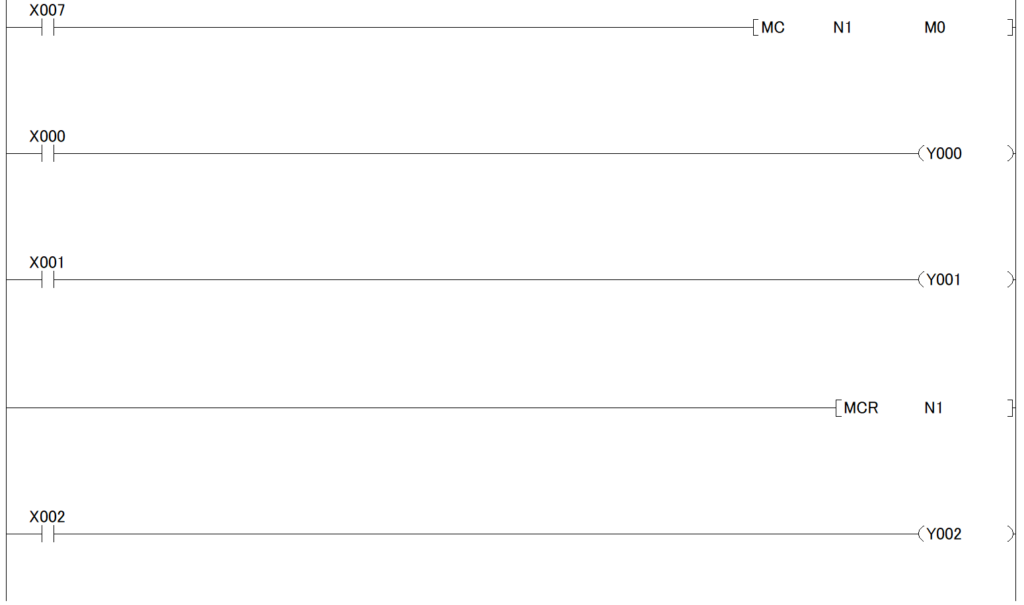
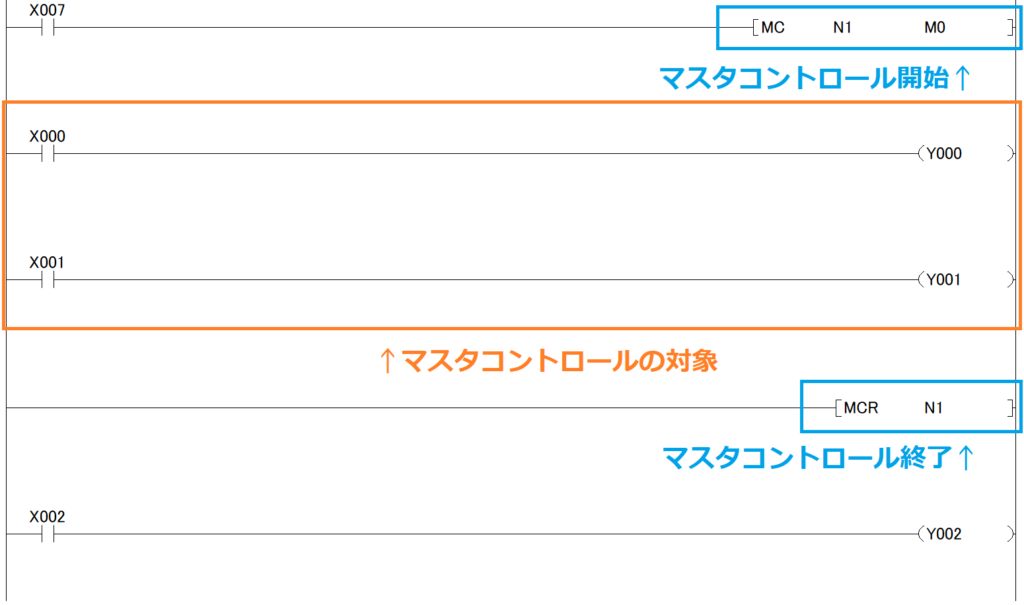
このラダープログラムは、MC命令とMCR命令の間にY0とY1のコイルが挟まれています。この挟まれている部分がマスタコントロールの対象となります。
MC命令の入力条件であるX7がONのとき「X0がONするとY0がON」「X1がONするとY1がON」します。
X7がOFFのとき「X0がONしてもY0はONしない」「X1がONしてもY1はONしない」動作になります。
言い換えると、Y0をONさせるには「X0とX7の両方がONさせる」必要があります。同様にY1をONさせるには「X1とX7の両方がONさせる」必要があります。
先ほどのラダープログラムと同じ動作をする回路を、MC・MCR命令を使用せずに作成すると以下のようになります。
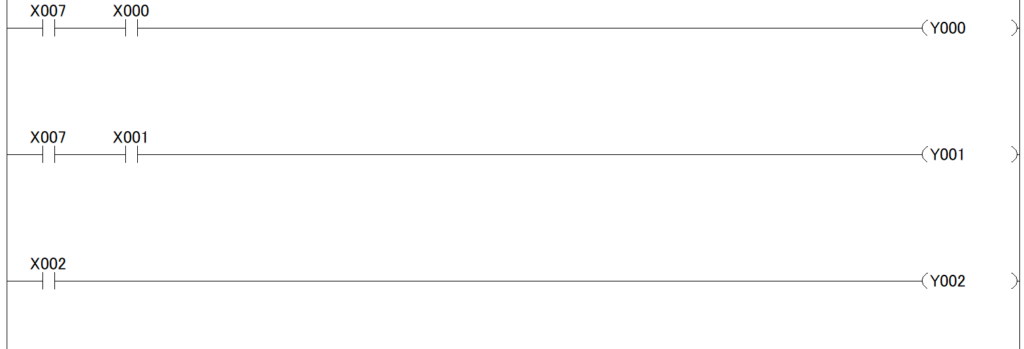
X7がa接点がY0とY1の回路に共通の入力条件として入っています。マスタコントロール命令は今回のX7のような「共通の入力条件を各々の回路に入れることなくMC・MCR命令の1セットで済ませることができる」命令です。
今回はマスタコントロールの対象がY0とY1の2ヶの回路であったため、わざわざマスタコントロール命令を使用する利点は正直あまりありません。マスタコントロール命令は対象の回路が増えた場合に手間を省くことができるので効果を発揮します。
MC:マスタコントロール命令
マスタコントロール命令は”MC”と指令します。
こちらがMC命令を使用したラダープログラム例です。(先ほどのラダープログラム)

MC命令の入力条件には、マスタコントロールの対象をON/OFFさせるための条件を指定します。↑のラダープログラムでは、X7がONしているときにマスタコントロール命令が実行されます。
MC命令には、ネスティング(N)と呼ばれるデバイスと、マスタコントロール命令を実行するビットデバイスを指令する必要があります。↑のラダープログラムでは「ネスティング(N1)」「実行するビットデバイスM0」を指定しています。
ネスティング(Nesting)とは、ネスト・入れ子とも呼ばれるもので、MC命令を使用する場合に必要になります。
先ほどのラダープログラムはGX Works2の回路上で MC N1 M0 と入力してEnterキーを押すと命令が挿入されます。(小文字でもOKです。)
MCR:マスタコントロールリセット命令
マスタコントロール命令は”MCR”と指令します。
こちらがMCR命令を使用したラダープログラム例です。(先ほどのラダープログラム)

MCR命令は、マスタコントロールの対象を囲む位置で指令します。MC命令とMCR命令に囲まれた範囲がマスタコントロールの対象になります。
MCR命令には入力条件を指令する必要はありません。
ネスティング(N)はMC命令と同じ番号を指令します。
先ほどのラダープログラムはGX Works2の回路上で MCR N1 と入力してEnterキーを押すと命令が挿入されます。(小文字でもOKです。)
2.【例題】マスタコントロールで出力を一斉にOFFする
下記仕様のラダープログラムをマスタコントロール命令を用いて解説します。
スイッチ(X1)を押すたび、ランプ(Y1)の点灯/消灯が切り替わる。
スイッチ(X2)を押すたび、ランプ(Y2)の点灯/消灯が切り替わる。
スイッチ(X3)を押すと、ランプはすべて消灯する。
スイッチを押すたびにランプのON/OFFを切替えます。このような回路をオルタネイト回路やワンスイッチ回路と呼びます。
まず各々のオルタネイト回路を作り、MC命令とMCR命令で囲みます。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
スイッチ(X0)~(X2)を押すたび、ランプ(Y0)~(Y2)の点灯/消灯が切替わります。
スイッチ(X3)を押すとランプは一斉に消灯します。スイッチ(X3)が押されている状態では、いずれのスイッチを押してもランプは点灯しません。
ラダープログラム
ラダープログラムは以下のようになります。
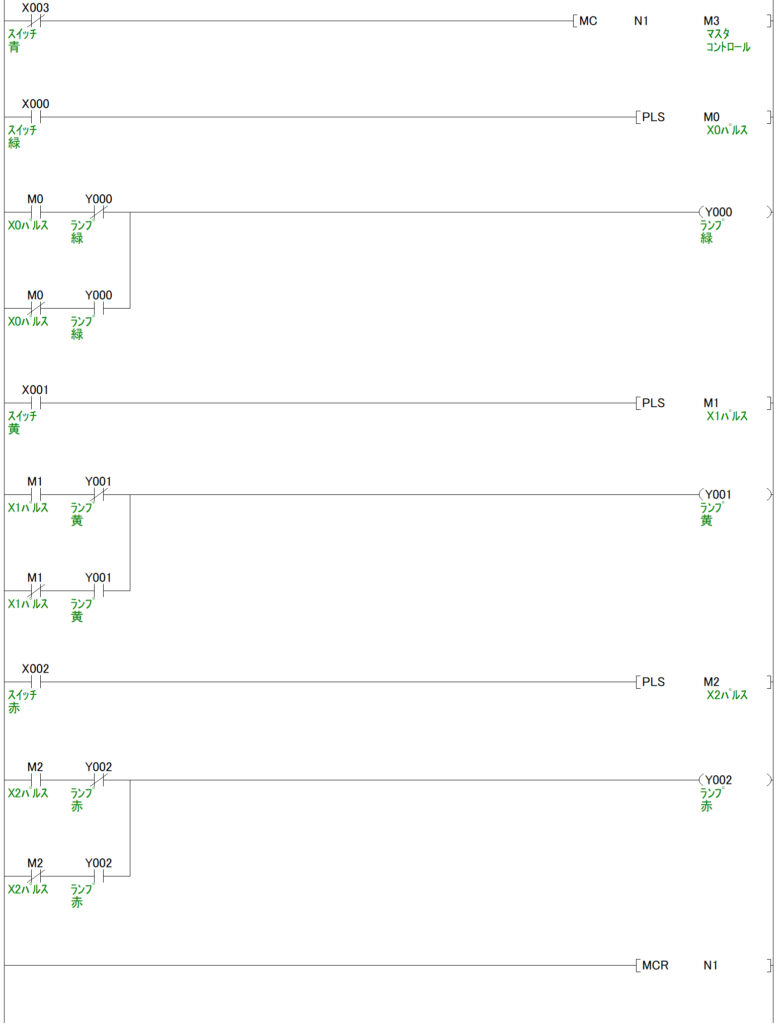
X0~X2はオルタネイト回路が組まれており、各々のスイッチを押すたびに出力のON/OFFが切り替わります。
このオルタネイト回路の上下をMC命令とMCR命令で囲むことで、Y0~Y3をマスタコントロールの対象としています。
MC命令の入力条件はX3のb接点のため、スイッチ(X3)を押していない状態でマスタコントロール命令が実行されます。
スイッチ(X3)を押すことにより、X3のb接点がOFFしてマスタコントロールの対象が一斉にOFFします。
↑の仕様を、マスタコントロール命令を使用せずに作ると以下のようになります。
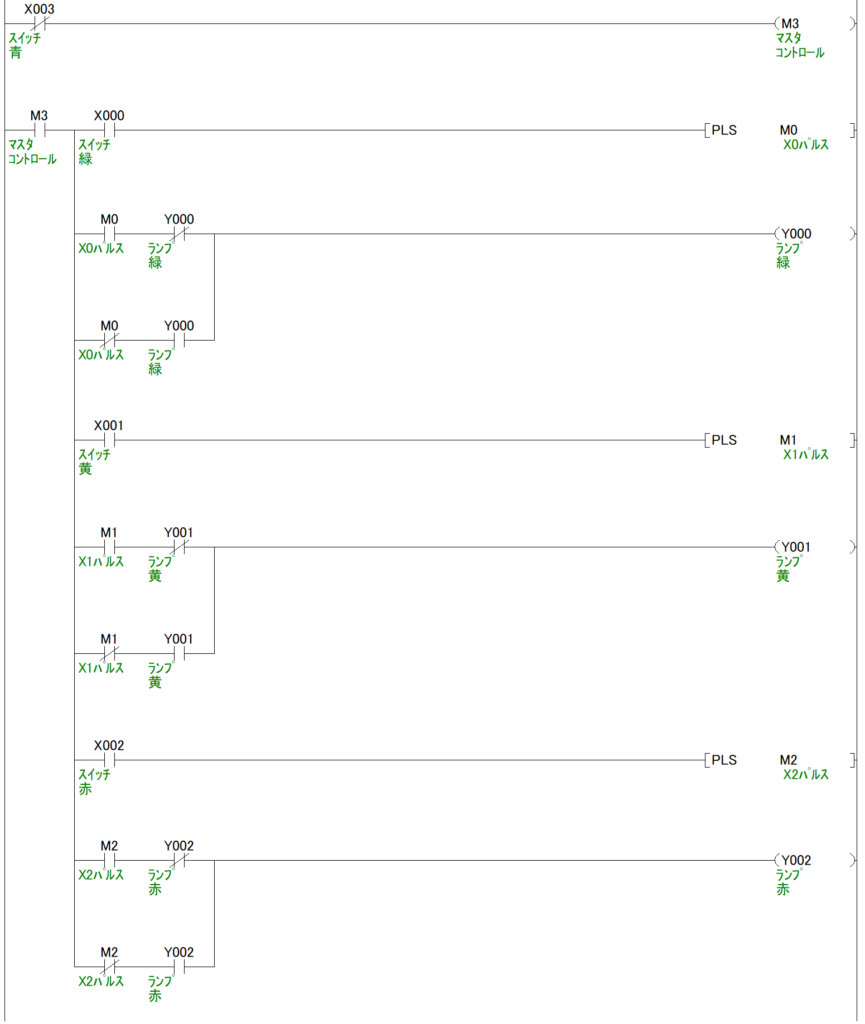
このラダープログラムは先ほどマスタコントロール命令で用いたものと同じ動作をします。このように、マスタコントロール命令はマスタコントロールの対象の大元をON/OFFするイメージの命令です。
3. おわりに
三菱電機製シーケンサFXシリーズにおけるマスタコントロール命令について解説しました。
マスタコントロール命令は「マスコン」とよく略されて呼ばれます。私は過去に一度だけ「マスタコ」と呼んでいた方を見たことがあります。
- マスタコントロール命令は”共通の入力条件”をまとめることが出来る。
- MC命令とMCR命令でマスタコントロールの対象範囲を囲む。
- MC命令にはネスティングとビットデバイスが必要。
- MCR命令には入力条件は不要。
以下の参考書はラダープログラムの色々な「定石」が記載されており、実務で使用できるノウハウが多く解説されています。私がラダープログラムの参考書として自信をもってオススメできるものです。
ただし、ラダープログラムやPLCといった電気・制御設計は参考書やWebサイトのみでの学習には必ずどこかで限界が来ます。
各メーカが販売しているPLCやプログラム作成のアプリケーションを揃えるには安くても十万円以上の大きな費用が掛かり、独学は現実的ではありません。
ラダープログラムの一番現実的な学習方法は「実務で経験を積む」ことです。電気・制御設計者はこれから更に必要な人材になり続けますので、思い切って転職する選択肢もあります。
『doda』といった大手求人(転職)サイトには電気・制御設計の求人が数多く紹介されています。※登録は無料です。
「スキルこそ今後のキャリアを安定させる最も大切な材料」と考える私にとって電気・制御設計はとても良い職業だと思います。キャリアの参考になれば幸いです。

とてもわかりやすくためになります。
くだらない誤字の指摘ですが
めり永=>命令
ご覧頂きありがとうございます。
修正致します。