
クロックパルス(Clock pulse)とは、一定周期でONするパルス信号のことで、PLC(プログラマブルロジックコントローラ)以外にもIT業界や半導体業界など広い分野で使用されています。
PLCにおけるクロックパルスは、ビットデバイスがONパルスを一定周期で発生する回路を指すことが一般的です。このONパルスとはPLCの1スキャンだけONする極短い信号です。
この記事では、三菱電機製シーケンサFXシリーズで作成するクロックパルスのラダープログラム例を2ヶ解説します。
ランプを点滅させるときによく用いられる「一定時間ONしたら一定時間OFF」を繰り返す回路はフリッカ回路と呼ばれ、この記事で解説するクロックパルスとは別物です。
フリッカ回路については以下のページで解説しておりますので、宜しければご覧ください。
 【ノウハウ初級】フリッカー回路(点滅回路)のラダープログラム例【三菱FX】
【ノウハウ初級】フリッカー回路(点滅回路)のラダープログラム例【三菱FX】
目次
1.【例題①】1秒周期のクロックパルス
下記仕様のクロックパルスのラダープログラムを解説します。
ここでいう1スキャンとは、ざっくりいうとラダープログラムの処理がプログラム先頭からEND命令まで一巡する周期のことです。
ラダープログラムが1スキャンする時間をスキャンタイムといい、プログラムの長さやPLCの能力によって変動しますが、長くても数十ms(ミリ秒)が一般的です。
つまり1スキャンだけONする今回のクロックパルスは、人間の体感としては一瞬です。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
ここでは「GOTはラダープログラムで使用されているデバイスのON/OFF状態や現在値をモニタしたり、変更することができるもの」程度の認識でOKです。
※使用していないデバイスがありますがご了承ください。
中段の一番左のランプ(緑)が1秒周期で一瞬点灯します。
ラダープログラム
ラダープログラムは以下のようになります。
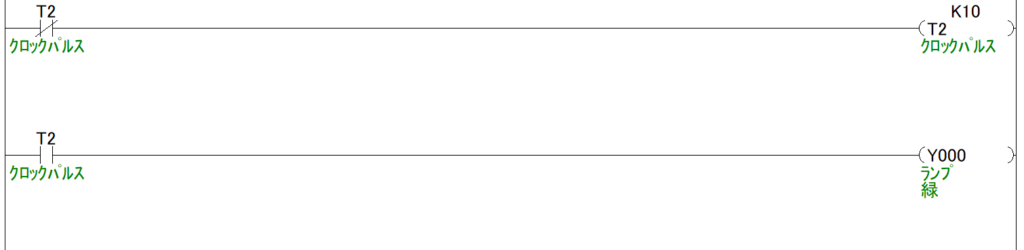
1秒をカウントさせるためにタイマT2を使用します。タイマT2の設定値にはK10が指定されており、入力条件が1秒間ONし続けるとT2がONします。
タイマT2の入力条件にはT2自身のb接点が指定されており、T2がONしたら即座にT2自身をOFFします。
少しややこしいですが、このタイマが自身のb接点を入力条件とすることでクロックパルスを作ることができます。
このT2のa接点を入力条件とする出力リレーY0も同様に、1秒周期で1スキャンだけONを繰り返す動作となります。
T2を使用すれば1秒でONするタイマになる訳ではありません。
2.【例題②】3秒周期のクロックパルス
下記仕様のクロックパルスのラダープログラム例を解説します。
【例題①】では1秒周期のクロックパルスでしたが今回は3秒周期です。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
中段の一番左のランプ(緑)が3秒周期で一瞬点灯します。
ラダープログラム
ラダープログラムは以下のようになります。
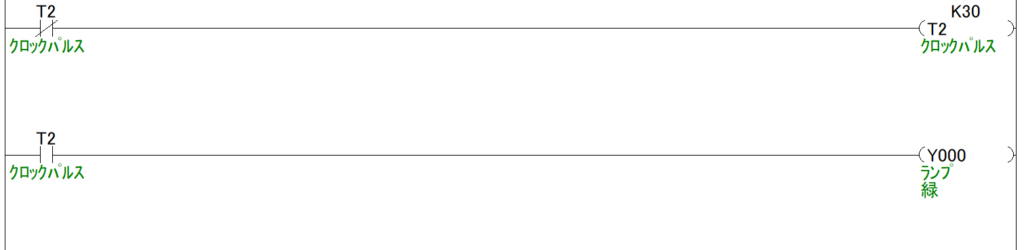
【例題①】に対して、タイマT2の設定値をK10からK30に変更しています。
今回使用している三菱FX3Gの場合、タイマT2の設定値はK1だと100ms(0.1秒)となります。つまり、3秒のタイマにする為にはK30を指定する必要があります。(3秒 = 0.1秒 × 30)
3. おわりに
三菱電機製シーケンサFXシリーズで作成するクロックパルスのラダープログラム例を解説しました。
電気ハード設計、PLC/タッチパネルソフト設計、ロボットティーチング、制御盤製作などの外注業務をご検討中の方は、ぜひ永工舎(エイコウシャ)にご相談ください。確かな技術と柔軟な対応で、現場の課題解決をサポートいたします。
当サイト「電気設計人.com」は個人事業主として永工舎を運営する永井が執筆しています。電気設計・制御設計に関する業務依頼やお見積もりも承っておりますので、お気軽にお問い合わせください。
シーケンス制御やラダープログラムの基礎から実務レベルまで、体系的に学べる良書をいくつか紹介します。どれも私自身が現場で役立ったと感じた参考書で、自信をもっておすすめできる内容です。