

「先入力優先回路」とは、先に入力された処理を優先して、後から入力されたものを無効にする回路です。別名、先行優先回路・先優先回路・インタロック回路とも呼ばれています。
先入力優先回路の例として「クイズ番組の早押し問題」があります。それぞれの回答者の手元にあるボタンの内、最初に押したボタンだけが有効(光ったり音が鳴ったり)になり、それ以降に他の回答者が手元のボタンを押しても有効になりません。
PLC(プログラマブルロジックコントローラ)を用いる産業機械や工場設備でも、先入力優先回路は色々な部分で使用されます。
この記事では、キーエンスKVシリーズで作成する先入力優先回路のラダープログラム例を2ヶ解説します。
インタロック回路 = 先入力優先回路というわけではありません。
三菱電機製シーケンサFXシリーズで作成する先入力優先回路のラダープログラムについては以下のページで解説しております。
 【ノウハウ初級】先入力優先回路のラダープログラム例【三菱FX】
【ノウハウ初級】先入力優先回路のラダープログラム例【三菱FX】

目次
1.【例題①】先入力優先回路 入力条件2ヶ
下記仕様のラダープログラムを解説します。
スイッチ(R1)を押すと、ランプ(R501)が点灯し続ける。(自己保持)
スイッチ(R2)を押すと、各ランプは消灯する。
ランプは先に点灯した方を優先して、同時に点灯してはならない。
スイッチ(R0)と(R1)のうち、先に入力された処理を優先する先入力優先回路を作成します。
タイムチャート
タイムチャートは以下のようになります。
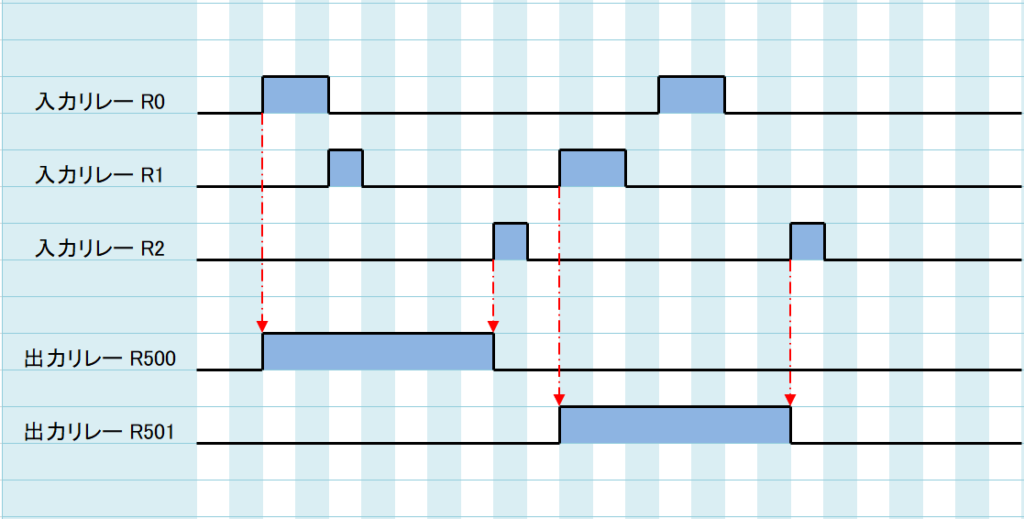
入力リレーR0がONすると出力リレーR500がONし続け、入力リレーR1がONすると出力リレーR501がONし続けます。
入力リレーR0とR1は先に入力された処理が優先されるため、出力リレーR500とR501は同時にONしません。
ラダープログラム
ラダープログラムは以下のようになります。
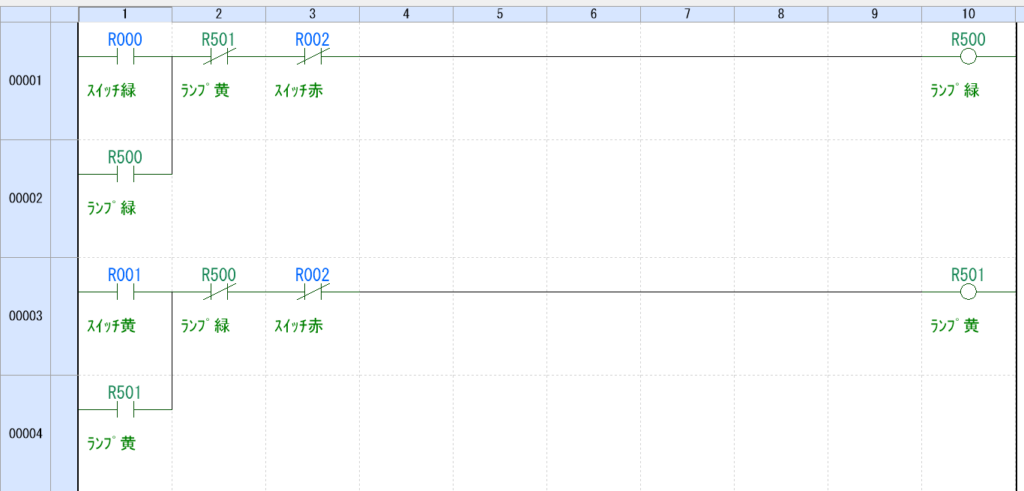
先入力優先回路を作成する場合、自己保持回路を切る条件に「互いの出力のb接点」を入れます。
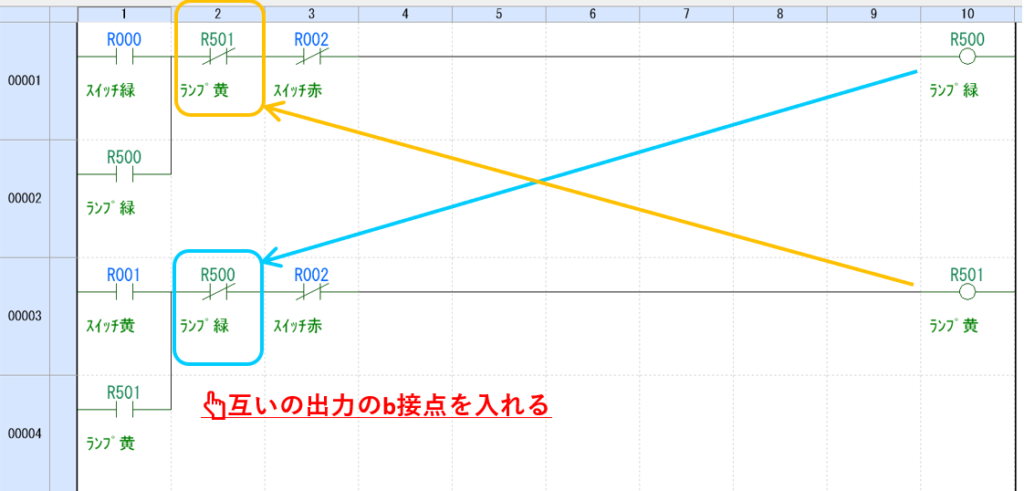
↓スイッチ(R0)が押されてR500が自己保持をしている場合、R501の条件にあるR500のb接点がOFFしているため、R501はONすることができません。
キーエンスKVシリーズで作成する自己保持回路については以下のページで解説しております。
 【ラダープログラム回路】自己保持回路のラダープログラム例【キーエンスKV】
【ラダープログラム回路】自己保持回路のラダープログラム例【キーエンスKV】
2.【例題②】先入力優先回路 入力条件3ヶ
下記仕様のラダープログラムを解説します。
スイッチ(R1)を押すと、ランプ(R501)が点灯し続ける。(自己保持)
スイッチ(R2)を押すと、ランプ(R502)が点灯し続ける。(自己保持)
スイッチ(R3)を押すと、各ランプは消灯する。
ランプは先に点灯したものを優先して、同時に点灯してはならない。
【例題①】では入力条件が2ヶの先入力優先回路でしたが今回は3ヶになります。少し複雑になりますが考え方は同じです。
タイムチャート
タイムチャートは以下のようになります。

出力リレーR0~R2のいずれかがONしている間、他の入力リレーがONしても無視されます。
ラダープログラム
ラダープログラムは以下のようになります。
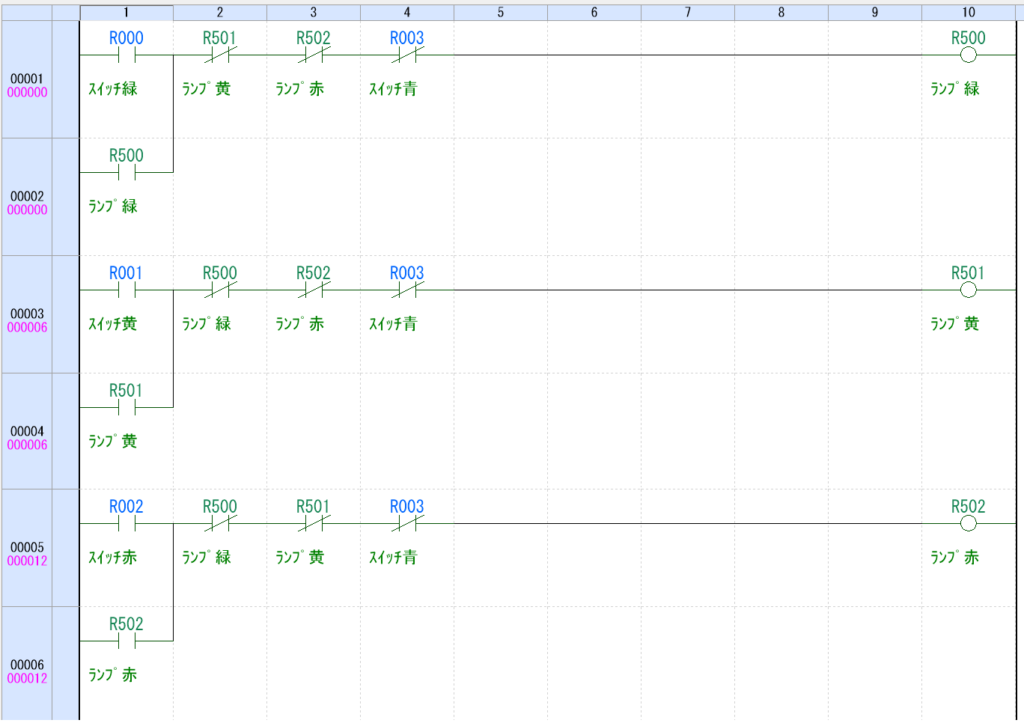
先入力優先回路の条件が増えた場合、各々に出力のb接点を追加します。
3. おわりに
キーエンスKVシリーズで作成する先入力優先回路のラダープログラム例を解説しました。
先入力優先回路には対になる後入力優先回路と呼ばれる回路があります。後入力優先回路は以下のページで解説しております。
 【ノウハウ初級】後入力優先回路のラダープログラム例【キーエンスKV】
【ノウハウ初級】後入力優先回路のラダープログラム例【キーエンスKV】
以下の参考書はラダープログラムの色々な「定石」が記載されており、実務で使用できるノウハウが多く解説されています。私がラダープログラムの参考書として自信をもってオススメできるものです。
ただし、ラダープログラムやPLCといった電気・制御設計は参考書やWebサイトのみでの学習には必ずどこかで限界が来ます。
各メーカが販売しているPLCやプログラム作成のアプリケーションを揃えるには安くても十万円以上の大きな費用が掛かり、独学は現実的ではありません。
ラダープログラムの一番現実的な学習方法は「実務で経験を積む」ことです。電気・制御設計者はこれから更に必要な人材になり続けますので、思い切って転職する選択肢もあります。
『doda』といった大手求人(転職)サイトには電気・制御設計の求人が数多く紹介されています。※登録は無料です。
「スキルこそ今後のキャリアを安定させる最も大切な材料」と考える私にとって電気・制御設計はとても良い職業だと思います。キャリアの参考になれば幸いです。
