


三菱電機製シーケンサFXシリーズにおける「パルス」命令とは立上りパルス(PLS)命令と立下りパルス(PLF)命令があります。
立上りパルス(PLS)命令とは、入力条件がOFF→ONしたとき1スキャンのみONするラダープログラム命令です。
対して、立下りパルス(PLF)命令とは、入力条件がON→OFFしたとき1スキャンのみONするラダープログラム命令です。
立上りパルス命令では『デバイスがONした瞬間』、立下りパルス命令では『デバイスがOFFした瞬間』を検出することができます。
この記事では、三菱電機製シーケンサFXシリーズにおける立上りパルス・立下りパルス命令の指令方法とラダープログラム例について解説します。
三菱電機製シーケンサFXシリーズにおいて、立上りパルス・立下りパルス命令は以下のシーケンサ・バージョンで使用することが可能です。
| FX3S | :Ver1.00以降 |
| FX3G | :Ver1.00以降 |
| FX3GC | :Ver1.40以降 |
| FX3U | :Ver2.20以降 |
| FX3UC | :Ver1.00以降 |
目次
1. 立上りパルス命令の指令方法
立上りパルス(PLS)命令とは、入力条件がOFF→ONしたときに1スキャンのみONする命令です。
こちらがPLS命令を使用したラダープログラム例です。

このラダープログラムは、入力条件のX0がOFF→ONした後の1スキャンのみ補助リレーM0がONするものです。
立上りパルスは別名、立上り微分や(単に)パルスとも呼ばれています。 ただ単に”パルス”というと立上りパルスを指すことが多いですが、後述する立下りパルスと混同する恐れがあるため、言い分けた方が好ましいです。
↑のラダープログラムのタイムチャートは以下のようになります。
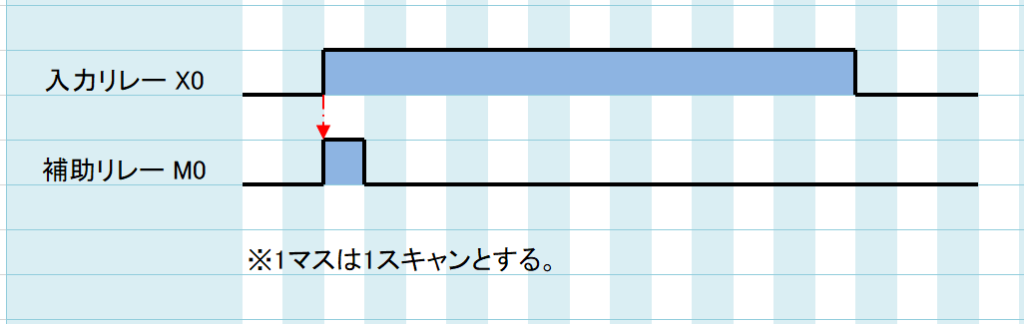
入力リレーX0がONしたときに補助リレーM0が1スキャンだけONします。
「スキャン」とは、シーケンサが一巡の処理を最初から最後まで一回実行することをいい、掛かる時間をスキャンタイムといいます。スキャンタイムは長くても数十ミリ秒になる場合が多いです。(プログラムの量や内容で大きく変わるので一概には言えませんが…)
つまり、PLS命令でONするデバイス(↑の場合M0)は人間の感覚としては一瞬だけしかONしません。
三菱電機製シーケンサFXシリーズにおける補助リレー(M)はラダープログラム内で使用できる仮想のリレーです。補助リレー(M)については以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】補助リレー(M)の機能と動作例
【三菱FXシリーズ】補助リレー(M)の機能と動作例
先ほどのラダープログラムはGX Works2の回路上で PLS M0 と入力してEnterキーを押すと命令が挿入されます。(小文字でもOKです。)
2. 立下りパルス命令の指令方法
立下りパルス(PLF)命令とは、入力条件がON→OFFしたときに1スキャンのみONする命令です。
こちらがPLF命令を使用したラダープログラム例です。

このラダープログラムは、入力条件のX0がON→OFFした後の1スキャンのみ補助リレーM0がONするものです。
立下りパルスは別名、立下り微分やパルフとも呼ばれています。
↑のラダープログラムのタイムチャートは以下のようになります。
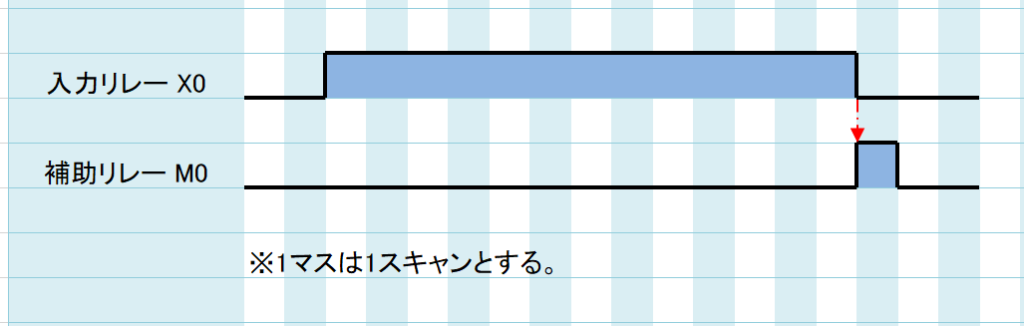
入力リレーX0がOFFしたときに補助リレーM0が1スキャンだけONします。
先ほどのラダープログラムはGX Works2の回路上で PLF M0 と入力してEnterキーを押すと命令が挿入されます。(小文字でもOKです。)
3.【例題①】立上りパルス命令(PLS)
下記仕様のラダープログラムを立上りパルス(PLS)命令を用いて解説します。
スイッチを1秒以上押し続けても、ランプは1秒後に消灯する。
立上りパルス(PLS)命令とタイマ(T)を用いて、この仕様のラダープログラムを作成します。
三菱電機製シーケンサFXシリーズにおけるタイマ(T)は以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】タイマ(T)の機能と動作例
【三菱FXシリーズ】タイマ(T)の機能と動作例
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
スイッチ(X0)を押すと、ランプ(Y0)が1秒間点灯します。スイッチを1秒以上押し続けても、ランプは1秒後に消灯します。
タイムチャート
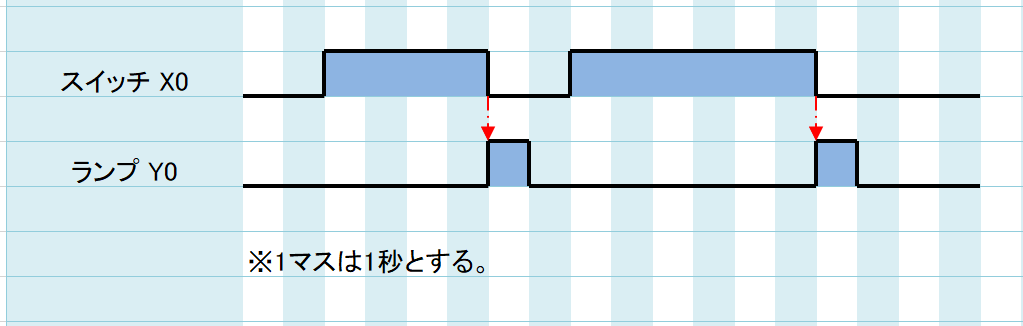
タイムチャートは以下のようになります。
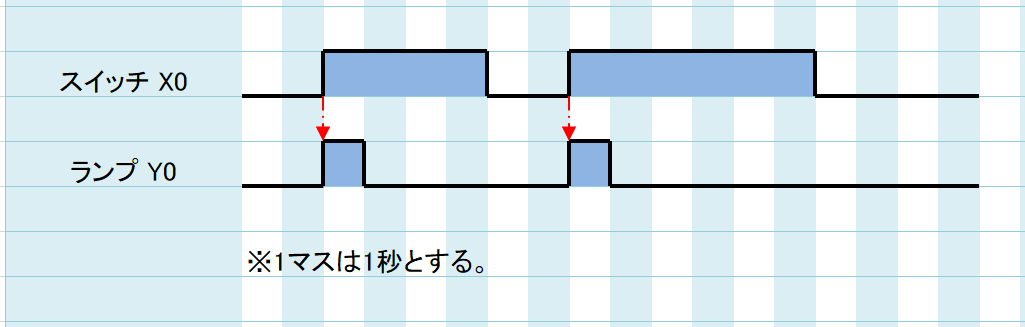
X0がONするとY0が1秒間ONします。X0が1秒以上ONし続けても、Y0は1秒後にOFFします。
ラダープログラム
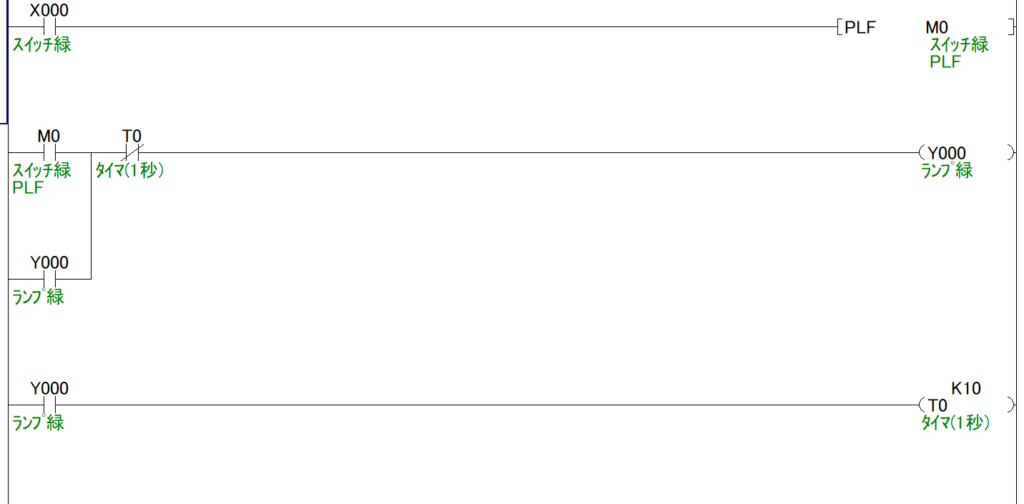
ラダープログラムは以下のようになります。
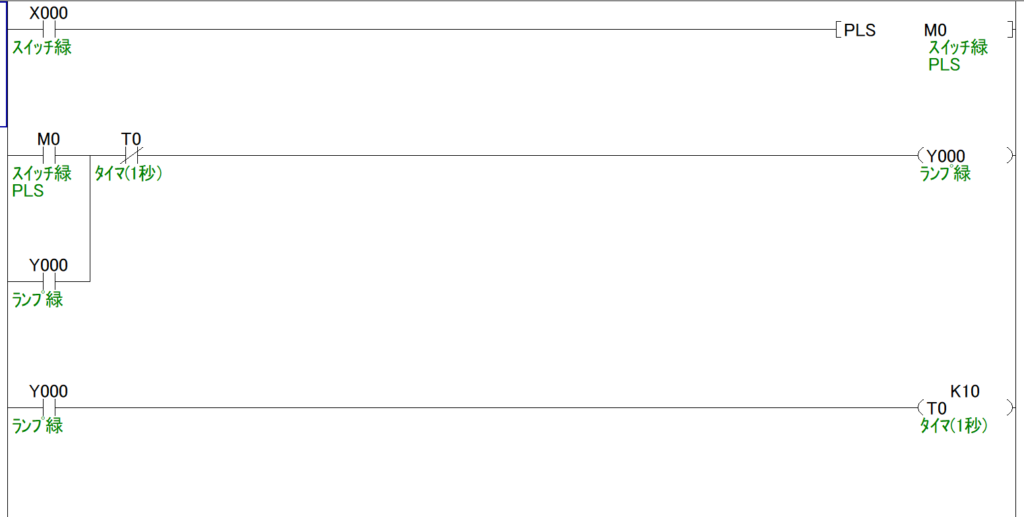
X0がONすると、立上りパルス(PLS)命令でM0が1スキャンのみONします。(1行目)
M0がONしたことによりY0がONして自己保持をします。(2行目)
Y0がONしたことによりタイマT0がカウントを開始します。(3行目)
T0の設定値である1秒(K10)に到達すると、T0のb接点がOFFしてY0の自己保持回路がOFFします。
スイッチ(X0)を押し続けていてもM0は1スキャンしかONしないため、ランプ(Y0)は必ず1秒間しか点灯しません。
4.【例題②】立下りパルス命令(PLF)
下記仕様のラダープログラムを立下りパルス(PLF)命令を用いて解説します。
スイッチを押して離す、つまり「ON→OFF」を検出するために立下りパルス(PLF)命令を使用します。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
スイッチ(X0)を押して離すと、ランプ(Y0)が1秒間点灯します。
タイムチャート
タイムチャートは以下のようになります。
X0がON→OFFになったとき、Y0が1秒間ONします。
ラダープログラム
ラダープログラムは以下のようになります。
X0がON→OFFすると、立下りパルス(PLF)命令でM0が1スキャンのみONします。(1行目)
M0がONしたことによりY0がONして自己保持をします。(2行目)
Y0がONしたことによりタイマT0がカウントを開始します。(3行目)
T0の設定値である1秒(K10)に到達すると、T0のb接点がOFFしてY0の自己保持回路がOFFします。
【例題①】に対してPLS命令からPLF命令に変更しましたが、2・3行目は【例題①】と同様です。
5. おわりに
三菱電機製シーケンサFXシリーズにおける立上りパルス・立下りパルス(PLS・PLF)命令について解説しました。
この二つの命令はとても便利ですが、立上りパルス・立下りパルスを作り出す命令は他にも多数あります。
代表的なものとして、立上り接点(LDP)・立下り接点(LDF)という命令があります。そちらについては以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】立上り・立下りパルス接点(LDP・LDF)命令の指令方法とラダープログラム例
【三菱FXシリーズ】立上り・立下りパルス接点(LDP・LDF)命令の指令方法とラダープログラム例
以下の参考書はラダープログラムの色々な「定石」が記載されており、実務で使用できるノウハウが多く解説されています。私がラダープログラムの参考書として自信をもってオススメできるものです。
ただし、ラダープログラムやPLCといった電気・制御設計は参考書やWebサイトのみでの学習には必ずどこかで限界が来ます。
各メーカが販売しているPLCやプログラム作成のアプリケーションを揃えるには安くても十万円以上の大きな費用が掛かり、独学は現実的ではありません。
ラダープログラムの一番現実的な学習方法は「実務で経験を積む」ことです。電気・制御設計者はこれから更に必要な人材になり続けますので、思い切って転職する選択肢もあります。
『doda』といった大手求人(転職)サイトには電気・制御設計の求人が数多く紹介されています。※登録は無料です。
「スキルこそ今後のキャリアを安定させる最も大切な材料」と考える私にとって電気・制御設計はとても良い職業だと思います。キャリアの参考になれば幸いです。

検定盤を使って家で練習しているのですが、Shift+F7の立ち上がりパルスとPLS M0はどう使い分けるのでしょうか?