

三菱電機製シーケンサFXシリーズでは、入力条件がONしている時間をPLC内部で加算し、設定値に達すると接点が動作する『タイマ』と呼ばれるデバイスが用意されています。
タイマはデバイス番号によって、100ms・10ms・1ms形に分類されます。(1msは0.001秒)
100ms形を用いた場合でも、タイマ単体では最大3276.7秒(約54.6分)までしかカウントすることができません。
数時間~数十時間(またはそれ以上)の長時間をカウントする場合、『複数のタイマ』や『他のデバイス』を使用する必要があります。
この記事では、三菱電機製シーケンサFXシリーズにおける長時間タイマのラダープログラム例を2ヶ解説します。
三菱電機製シーケンサFXシリーズにおけるタイマについては以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】タイマ(T)の機能と動作例
【三菱FXシリーズ】タイマ(T)の機能と動作例

目次
1.【例題①】複数のタイマを用いた長時間タイマ
下記仕様の長時間をカウントするラダープログラムを解説します。
スイッチ(X1)を押すと、ランプ(Y0)を消灯させるとともにカウント中のタイマをリセットする。
三菱電機製シーケンサFXシリーズでは、100msタイマを用いても最大3276.7秒までしかカウントすることができません。
そこで、今回は3000秒と2000秒のタイマを1ヶずつ用意します。
3000秒のタイマがONすると、2000秒のタイマのカウントをスタートさせるイメージです。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
ここでは「GOTはラダープログラムで使用されているデバイスのON/OFF状態や現在値をモニタしたり、変更することができるもの」程度の認識でOKです。
※とても5000秒も待っていられないので、5秒にしてあります。紛らわしかと思いますがご了承くださいm(__)m
スイッチ(X0)を押すと、5000秒後にランプ(Y0)が点灯します。スイッチ(X1)を押すと、ランプ(Y0)を消灯させるとともにカウント中のタイマをリセットします。
ラダープログラム
ラダープログラムは以下のようになります。
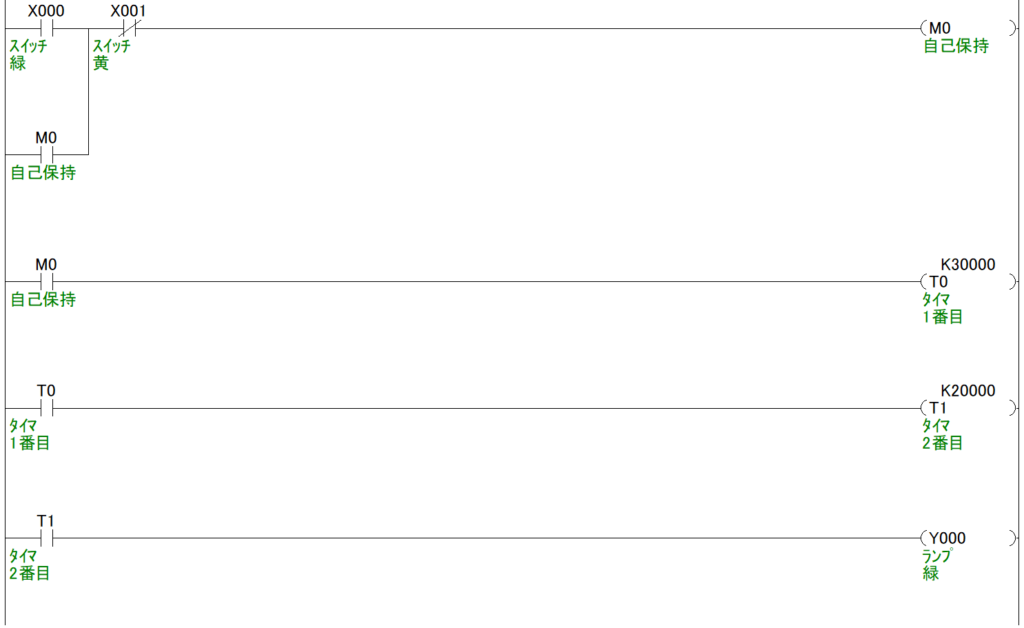
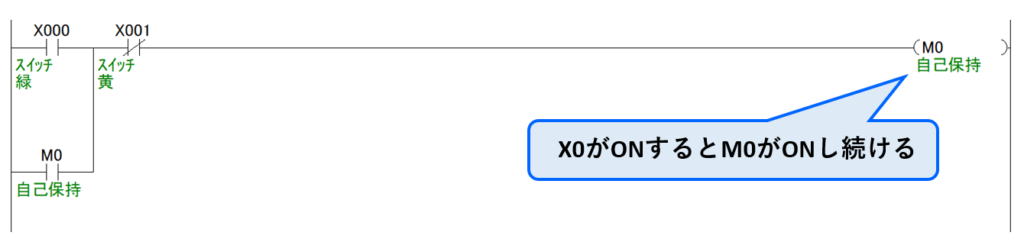
スイッチ(X0)が押されるとONする自己保持回路を作成します。(補助リレーM0)
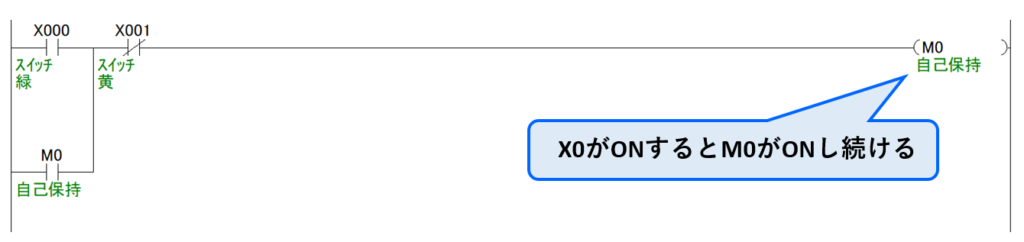
M0は自己保持回路になっており、X0がONするとM0がONし続けます。
M0がONすると、ラダープログラムは以下のように動作します。
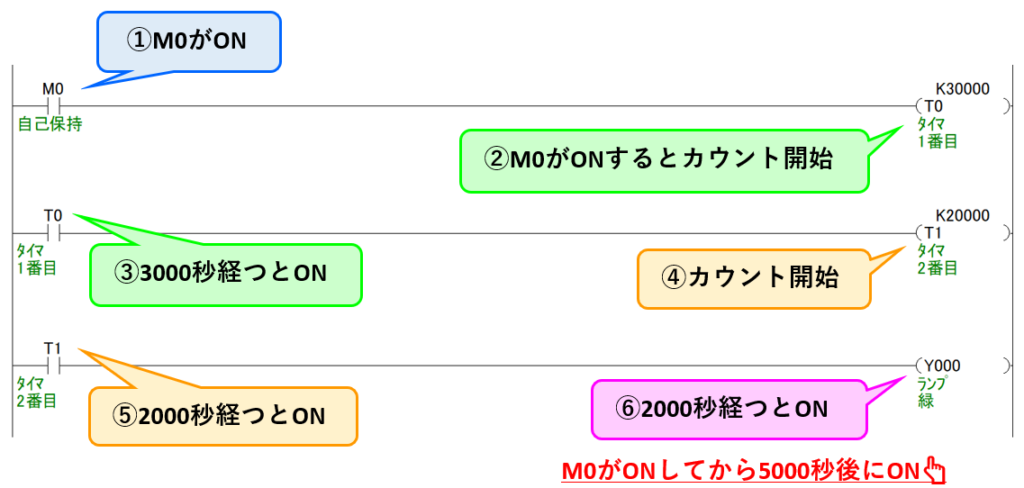
- M0がONする
- M0のa接点がONするとT0がカウント開始
- 3000秒経つとT0のa接点がON
- T0のa接点がONするとT1がカウント開始
- 2000秒経つとT1のa接点がON
- T1のa接点がONするとY0がON(ランプ点灯)
T0とT1は共に100ms形のタイマであるため、設定値をK30000と指定すると3000秒となります。(30000×0.1秒=3000秒)
T0とT1を合わせると5000秒(3000秒+2000秒)となるため、スイッチ(X0)を押してから5000秒後にランプ(Y0)が点灯します。
スイッチ(X1)が押されると、M0の自己保持がOFFしてT0・T1・Y0が芋ずる式にOFFします。Y0がOFFするとランプが消灯します。
2.【例題②】カウンタを用いた長時間タイマ
下記仕様の長時間をカウントするラダープログラムを解説します。※例題①と同様です。
スイッチ(X1)を押すと、ランプ(Y0)を消灯させるとともにカウント中のタイマをリセットする。
【例題①】ではタイマを2ヶ使用して5000秒を作りました。この手法だと使用するタイマの数が多くなってしまいます。
そこで、今回はタイマ1ヶとカウンタを用いて同じ動作をするラダープログラムを作成します。
カウンタとは、入力条件がONした回数を数えるデバイスです。三菱電機製シーケンサFXシリーズにおけるカウンタについては以下のページで解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】カウンタ(C)の機能と動作例
【三菱FXシリーズ】カウンタ(C)の機能と動作例
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
【例題①】と同様、イメージなので5秒後に点灯します。
ラダープログラム
ラダープログラムは以下のようになります。
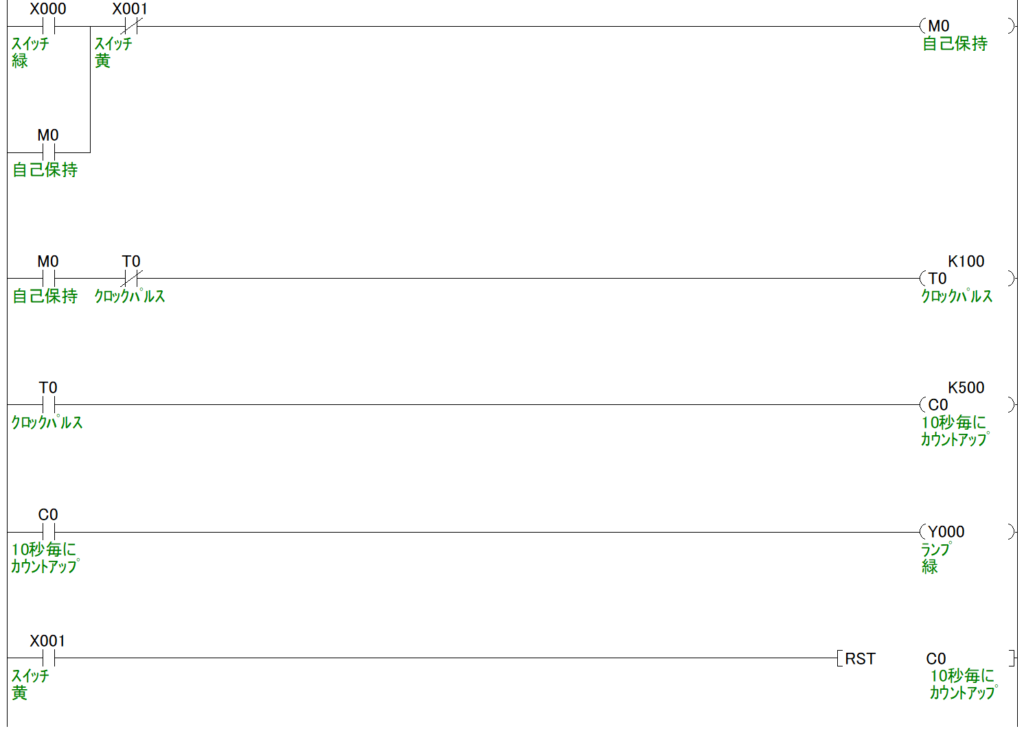
【例題①】と同様、M0の自己保持回路を作成します。
M0を入力条件とする、設定値が10秒のタイマT0を用意します。
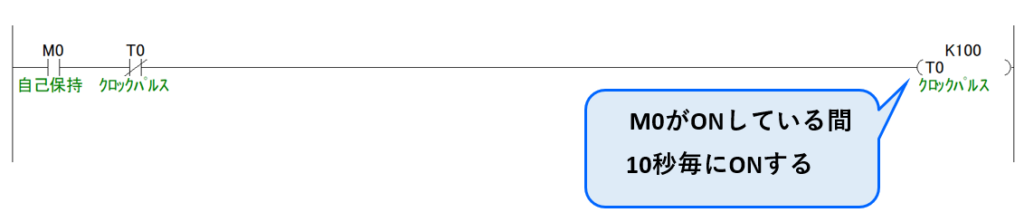
T0の入力条件にはT0自身のb接点があるため、T0は10秒経つと一瞬だけONしてすぐにOFFします。このようなタイマをクロックパルスと呼びます。
このクロックパルスT0はM0がONしている間、10秒毎に一瞬だけ繰り返しONします。
クロックパルスがONすると、ラダープログラムは以下のように動作します。
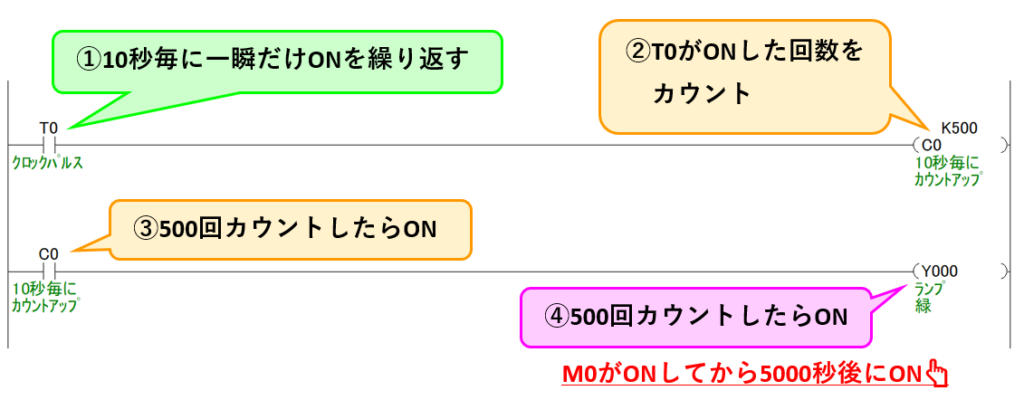
- T0のa接点が10秒毎にONする
- C0はT0がONした回数をカウントする
- C0の設定値である500回カウントするとC0のa接点がON
- C0のa接点がONするとY0がON(ランプ点灯)
カウンタC0は「10秒毎にONするT0」を500回カウントするとONするため、結果としてスイッチ(X0)を押してから5000秒後にランプ(Y0)が点灯します。(10秒×500=5000秒)
一度ONしたカウンタをOFFするには、リセット(RST)命令を用いる必要があります。スイッチ(X1)を押すとM0の自己保持回路をOFFするとともに、C0をリセットします。

三菱電機製シーケンサFXシリーズにおけるリセット(RST)命令については以下のページで解説しております。
 【三菱FXシリーズ】セット(SET)・リセット(RST)命令の指令方法とラダープログラム例
【三菱FXシリーズ】セット(SET)・リセット(RST)命令の指令方法とラダープログラム例
三菱電機製シーケンサFXシリーズで作るクロックパルスについては以下のページで解説しております。
 【ノウハウ初級】クロックパルスのラダープログラム例【三菱FX】
【ノウハウ初級】クロックパルスのラダープログラム例【三菱FX】
3. おわりに
三菱電機製シーケンサFXシリーズで作成する長時間タイマのラダープログラム例を解説しました。
以下の参考書はラダープログラムの色々な「定石」が記載されており、実務で使用できるノウハウが多く解説されています。私がラダープログラムの参考書として自信をもってオススメできるものです。
ただし、ラダープログラムやPLCといった電気・制御設計は参考書やWebサイトのみでの学習には必ずどこかで限界が来ます。
各メーカが販売しているPLCやプログラム作成のアプリケーションを揃えるには安くても十万円以上の大きな費用が掛かり、独学は現実的ではありません。
ラダープログラムの一番現実的な学習方法は「実務で経験を積む」ことです。電気・制御設計者はこれから更に必要な人材になり続けますので、思い切って転職する選択肢もあります。
『doda』といった大手求人(転職)サイトには電気・制御設計の求人が数多く紹介されています。※登録は無料です。
「スキルこそ今後のキャリアを安定させる最も大切な材料」と考える私にとって電気・制御設計はとても良い職業だと思います。キャリアの参考になれば幸いです。

