
四則演算(Four arithmetic operations)とは、加算・減算・乗算・除算のことをいいます。
PLC(プログラマブルロジックコントローラ)を用いる産業機械や工場設備でも「2ヶの計測値の差分を求めるために減算する」「計測したアナログ値の桁を合わせるために乗算をする」などなど…四則演算が必要になる場面は往々にしてあります。
この記事では、三菱電機製シーケンサFXシリーズで作成する四則演算を用いたラダープログラム例を2ヶ解説します。
三菱電機製シーケンサFXシリーズにおける加算・減算・乗算・除算命令は以下のページでも解説しておりますので、宜しければご覧ください。
 【三菱FXシリーズ】加算(ADD)命令の指令方法とラダープログラム例
【三菱FXシリーズ】加算(ADD)命令の指令方法とラダープログラム例
 【三菱FXシリーズ】減算(SUB)命令の指令方法とラダープログラム例
【三菱FXシリーズ】減算(SUB)命令の指令方法とラダープログラム例
 【三菱FXシリーズ】乗算(MUL)命令の指令方法とラダープログラム例
【三菱FXシリーズ】乗算(MUL)命令の指令方法とラダープログラム例
 【三菱FXシリーズ】除算(DIV)命令の指令方法とラダープログラム例
【三菱FXシリーズ】除算(DIV)命令の指令方法とラダープログラム例
目次
1.【例題①】データレジスタと定数の四則演算
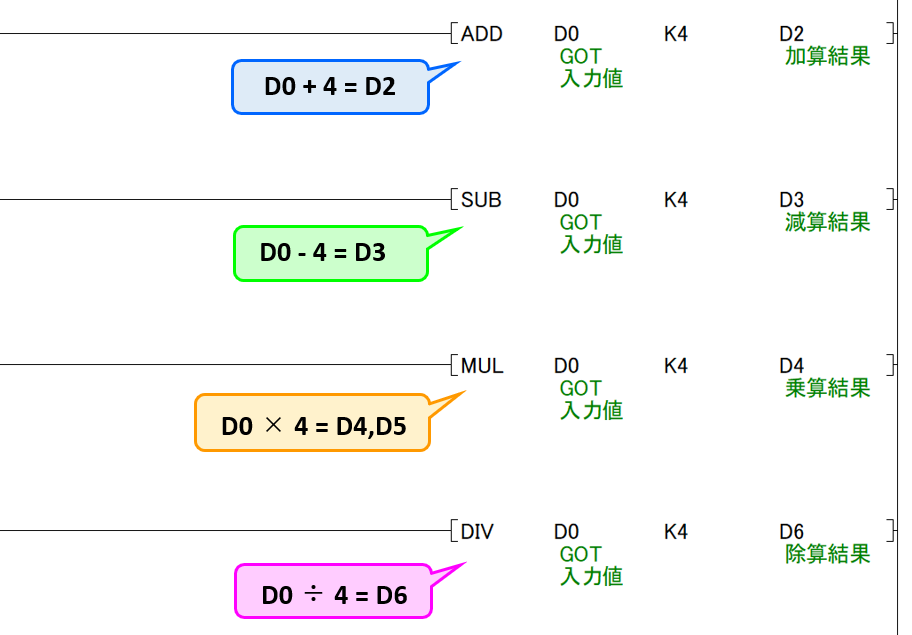
下記仕様の四則演算を用いたラダープログラムを解説します。
<加算>D0 + 4 = D2
<減算>D0 – 4 = D3
<乗算>D0 × 4 = D4・D5
<除算>D0 ÷ 4 = D6
データレジスタD0と定数”4”を四則演算した結果を各々データレジスタに格納します。
乗算結果のみ、演算結果は2ワード(32ビット)長として扱います。(理由は後ほど解説します。)
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
ここでは「GOTはラダープログラムで使用されているデバイスのON/OFF状態や現在値をモニタしたり、変更することができるもの」程度の認識でOKです。
スイッチ(X0)が押されたとき、データレジスタD0と定数”4”を四則演算した結果を各々データレジスタに格納します。
ラダープログラム
ラダープログラムは以下のようになります。

X0を入力条件とする四則演算の命令を使用します。16ビット連続実行形の場合、四則演算命令は以下のように指令します。
| ADD | :加算命令 |
| SUB | :減算命令 |
| MUL | :乗算命令 |
| DIV | :除算命令 |
連続実行形とは、入力条件がONしている間、毎スキャン実行される命令です。
16ビット実行形の命令の場合、演算元と演算結果のデバイスは各々16ビット(1ワード)長として扱われます。
ただし、乗算命令の演算結果は16ビット実行形であっても32ビット(2ワード)を占有します。つまり、命令が[MUL D0 K4 D4]であれば「D0と定数4を掛けた結果をD4とD5に格納する」意味になります。※演算結果の値に関わらず必ず2ワード占有します。
2.【例題②】データレジスタ同士の四則演算
下記仕様のラダープログラムを解説します。
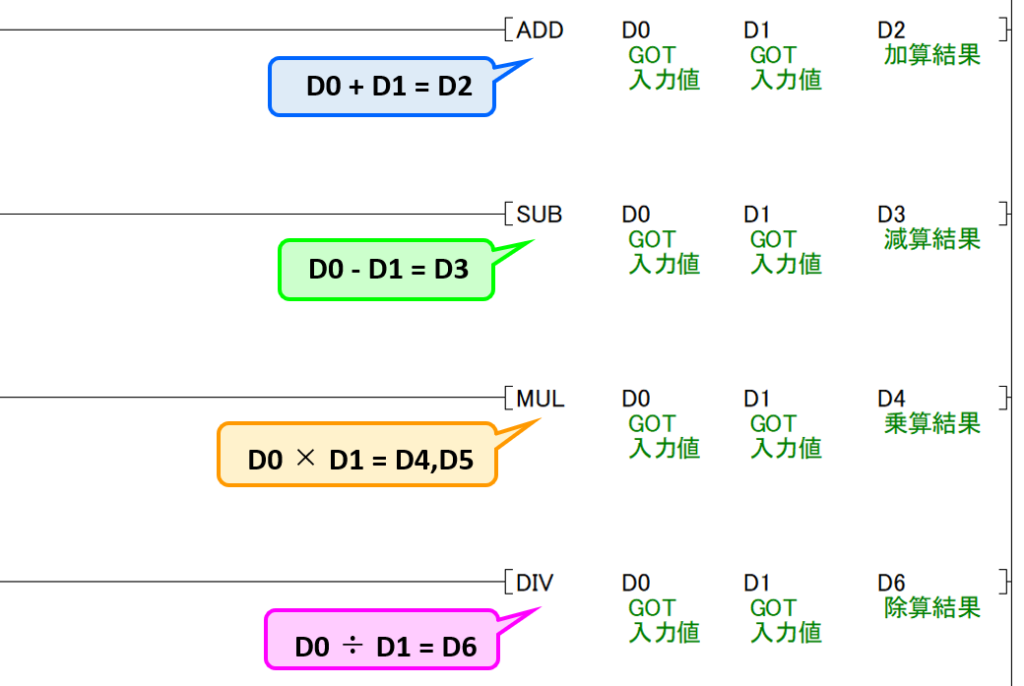
<加算>D0 + D1 = D2
<減算>D0 – D1 = D3
<乗算>D0 × D1 = D4・D5
<除算>D0 ÷ D1 = D6
【例題①】ではD0と定数”4”を演算の対象としていましたが、今回はD0とD1を対象に四則演算を行います。
GOTの動作イメージ
GOTの動作イメージは以下のようになります。
スイッチ(X0)が押されたとき、データレジスタD0とD1を四則演算した結果を各々データレジスタに格納します。
ラダープログラム
ラダープログラムは以下のようになります。
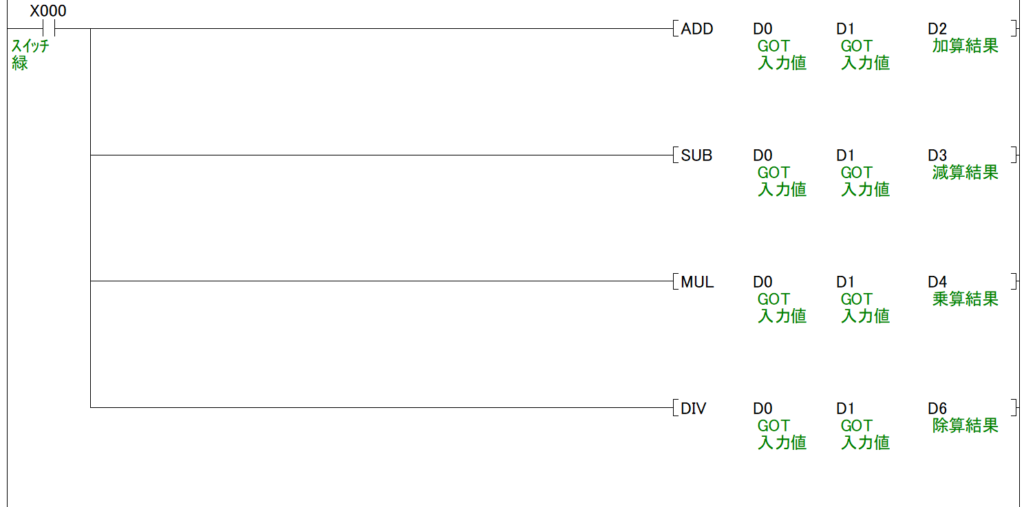
【例題①】に対して、各々の命令内のK4をD1に代替しています。
3. おわりに
三菱電機製シーケンサFXシリーズで作成する四則演算を用いたラダープログラム例を解説しました。
三菱電機製シーケンサQシリーズでは、四則演算の命令は指令方法が異なります。詳細は以下のページで解説しておりますので、宜しければご覧ください。
 【三菱Qシリーズ】加算(+)命令の指令方法とラダープログラム例
【三菱Qシリーズ】加算(+)命令の指令方法とラダープログラム例
 【三菱Qシリーズ】減算(-)命令の指令方法とラダープログラム例
【三菱Qシリーズ】減算(-)命令の指令方法とラダープログラム例
 【三菱Qシリーズ】乗算(*)命令の指令方法とラダープログラム例
【三菱Qシリーズ】乗算(*)命令の指令方法とラダープログラム例
 【三菱Qシリーズ】除算(/)命令の指令方法とラダープログラム例
【三菱Qシリーズ】除算(/)命令の指令方法とラダープログラム例
電気ハード設計、PLC/タッチパネルソフト設計、ロボットティーチング、制御盤製作などの外注業務をご検討中の方は、ぜひ永工舎(エイコウシャ)にご相談ください。確かな技術と柔軟な対応で、現場の課題解決をサポートいたします。
当サイト「電気設計人.com」は個人事業主として永工舎を運営する永井が執筆しています。電気設計・制御設計に関する業務依頼やお見積もりも承っておりますので、お気軽にお問い合わせください。
シーケンス制御やラダープログラムの基礎から実務レベルまで、体系的に学べる良書をいくつか紹介します。どれも私自身が現場で役立ったと感じた参考書で、自信をもっておすすめできる内容です。